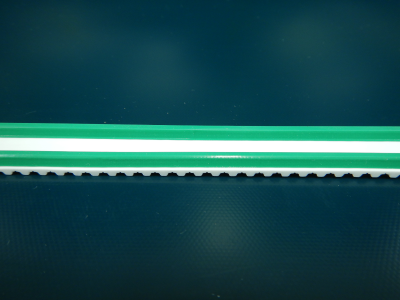
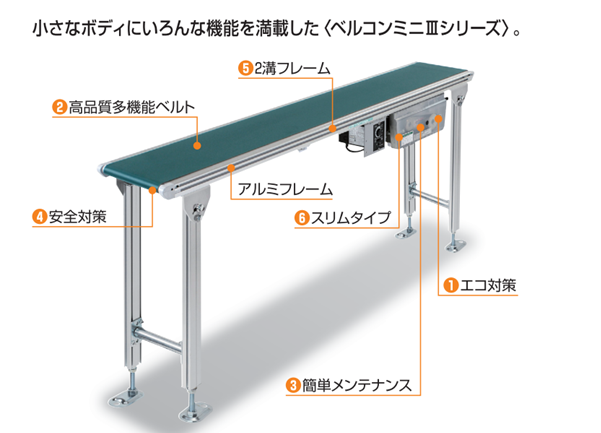
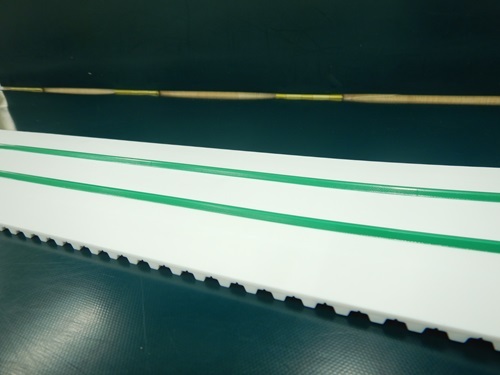
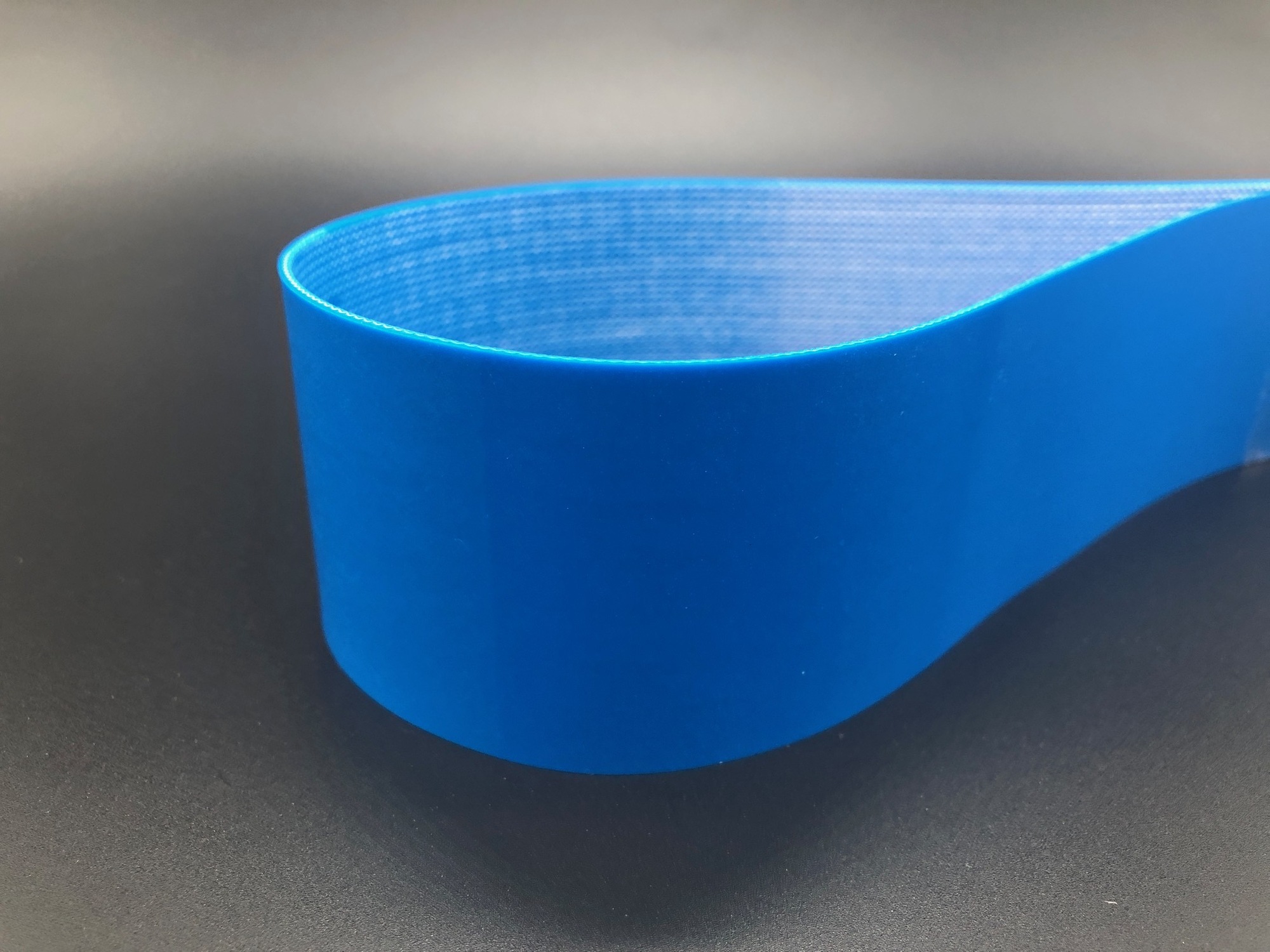
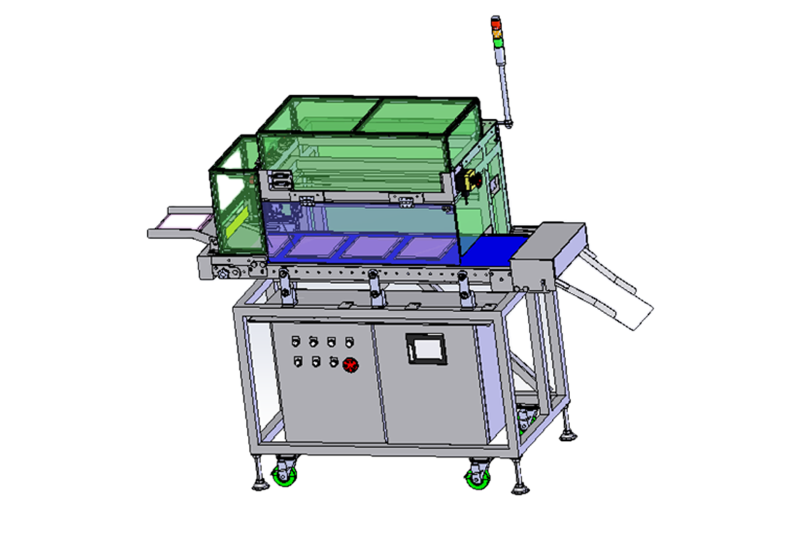
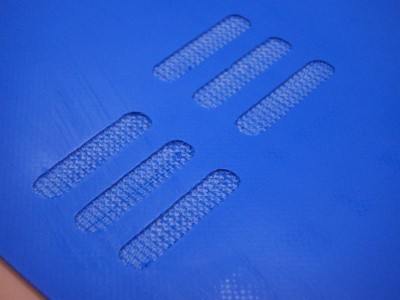
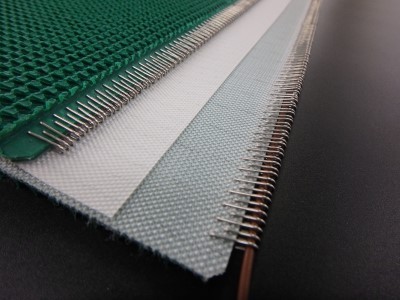
今回はお客様から高評価を頂いているオークラ輸送機のアルミフレームの軽搬送コンベヤの紹介です。軽搬送コンベヤ『ベルコンミニⅢ シリーズ』は物流ラインや製造現場で『小物を安定して効率よく搬送したい』というニーズや、装置組立のコンベヤとしてニーズに応えるコンパクトながら高性能・高メンテナンス性を兼ね備えた人気モデルです。
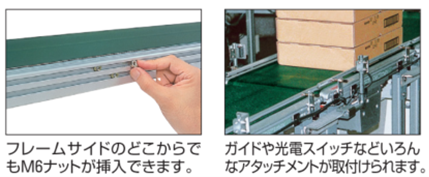
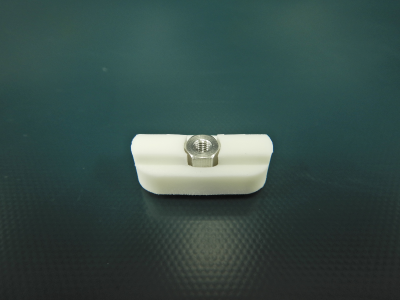
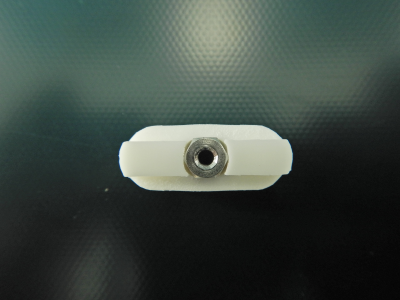
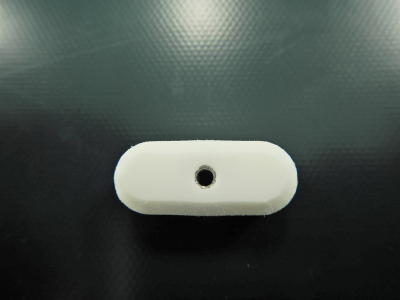
この機能はコンベヤ設計時に大変便利だと好評です。フレームの側面ならどこでも一般的なM6ナットが挿入できるため、センサーやガイドなど付帯品を簡単に取り付ける事ができます。
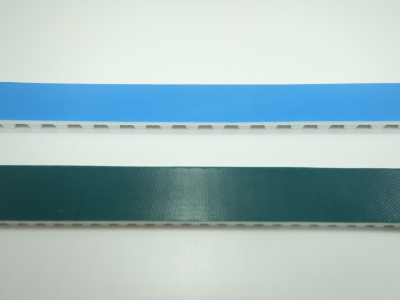
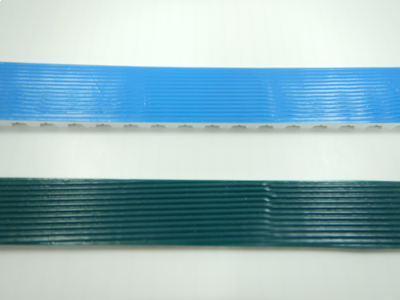
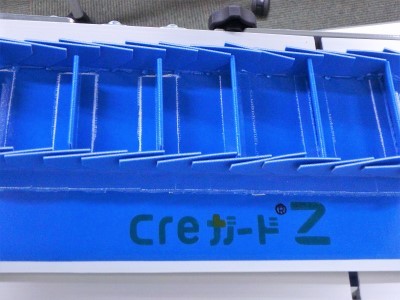
ベルコンミニⅢの強力モデルであるファインコンベヤⅡシリーズでも同様のラインナップがあります。
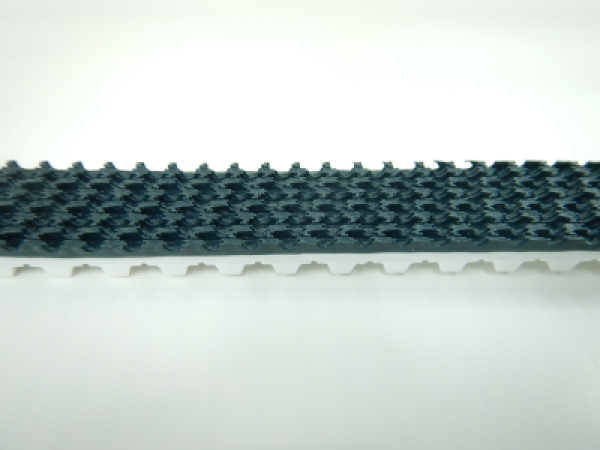
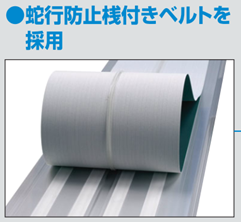
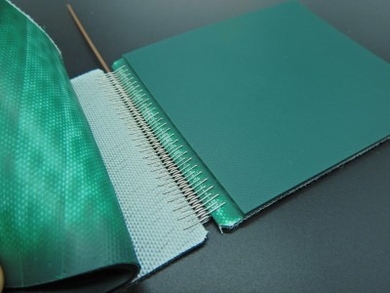
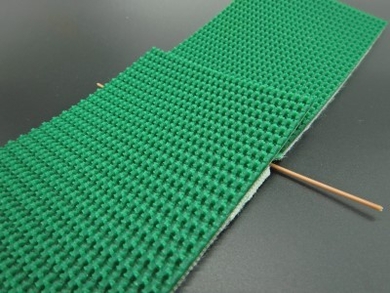
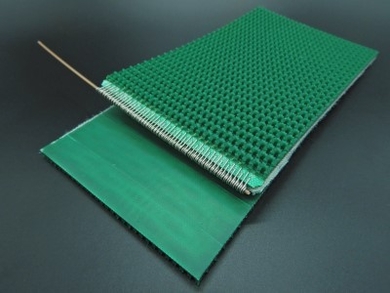
ベルト脱着スタンダードタイプが『FPH』、蛇行防止桟付きベルトを搭載したタイプが『FPG』です。
ベルコンミニⅢシリーズは小物搬送に特化した軽量・コンパクトな軽搬送ベルトコンベヤの標準的なシリーズです。多彩なラインナップがあり、正逆運転などの厳しい条件下でも安定した搬送ができる『蛇行レスタイプ』、小物品の乗り移りをスムーズにするため、エンド部を極限まで小さく設計した『ナイフエッジ』・『ローラエッジ』タイプ、その他特殊搬送: カーブ、急傾斜(横桟付き)、バラ物搬送(トラフベルト) など、用途に特化したモデルが豊富です。軽搬送分野おいてコンベヤの新規導入をご検討の際は是非ご相談ください。
詳しくは下記ページでも紹介していますのでご覧ください。
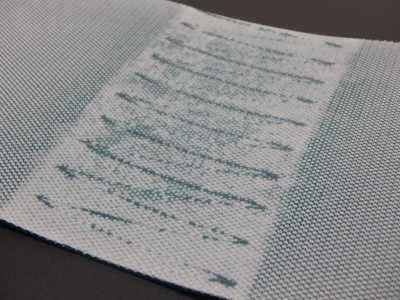
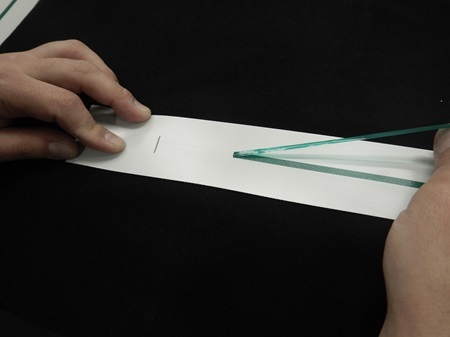
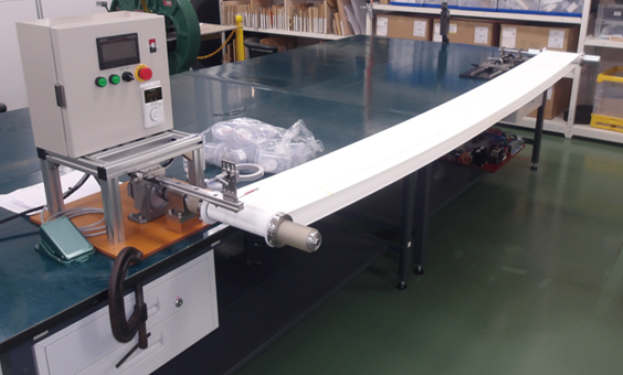
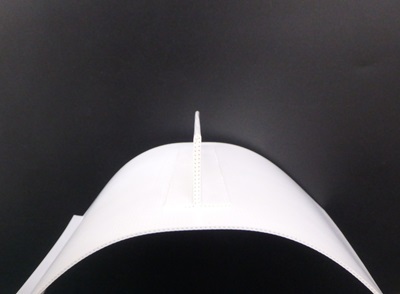
搬送用ベルトの裏面の一部に全周に渡って、作業員が手作業(刷毛塗り)で接着剤を塗布。
ベルトは長いので、少しずつベルトをずらす必要がある。
1本20M近い長さのものを複数一度に加工することもあり、ベルトを持ち上げる作業の負担が大きい。
1. 接着剤塗布作業が全て手作業のため時間がかかる 2. 接着剤をある程度塗った後に、ベルトを手動で繰り返し移動させる必要があるため労力がかかる
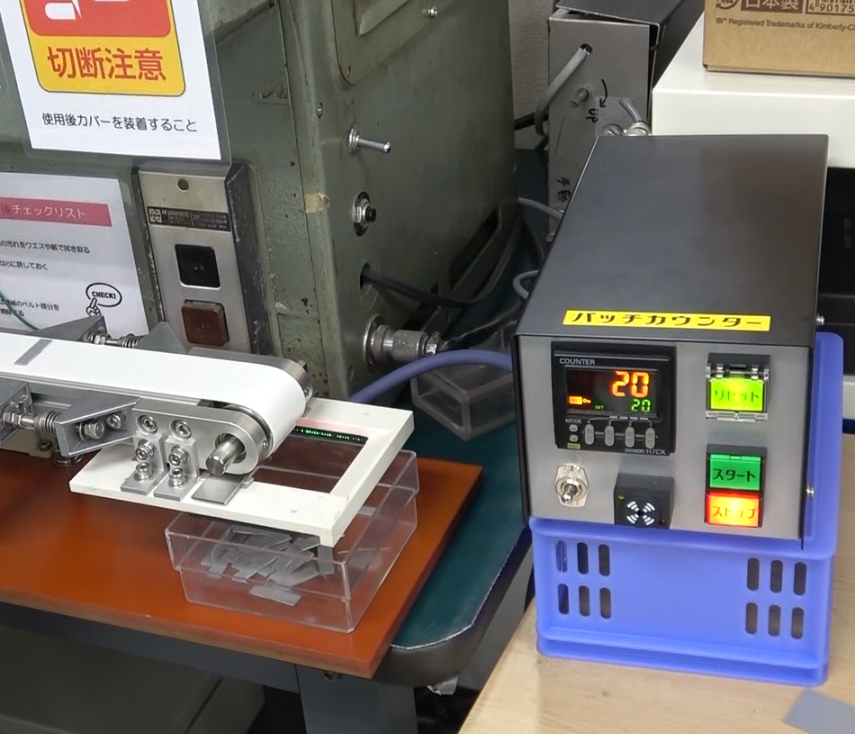
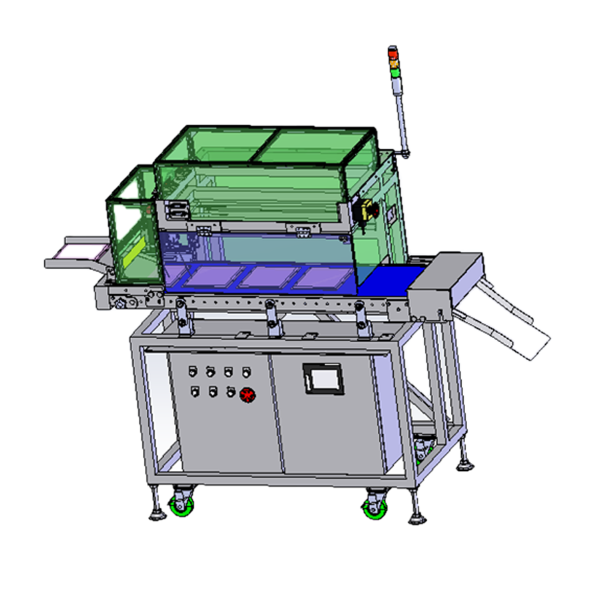
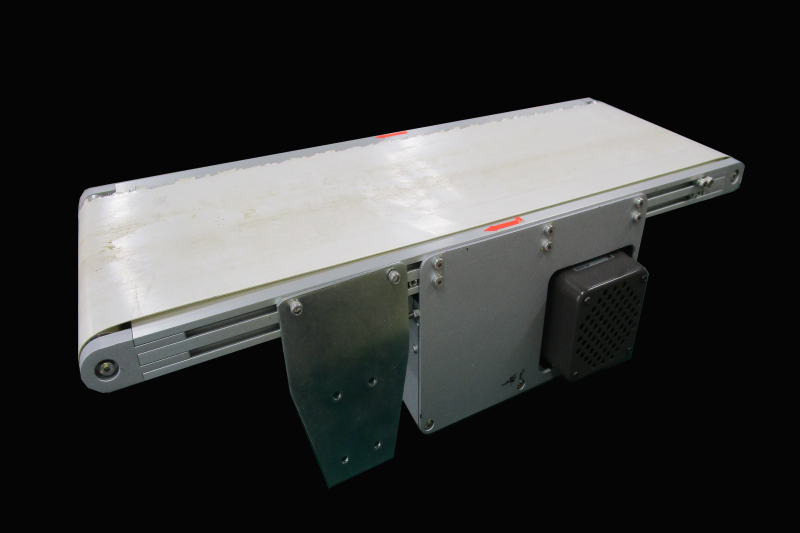
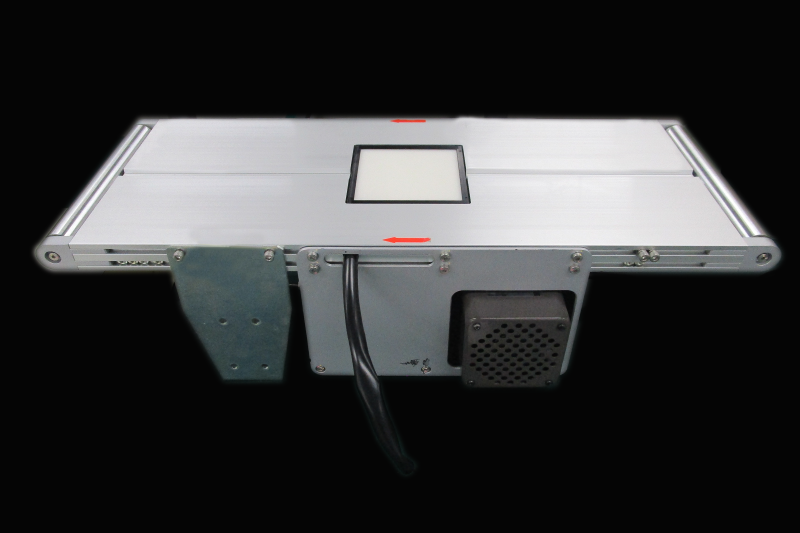
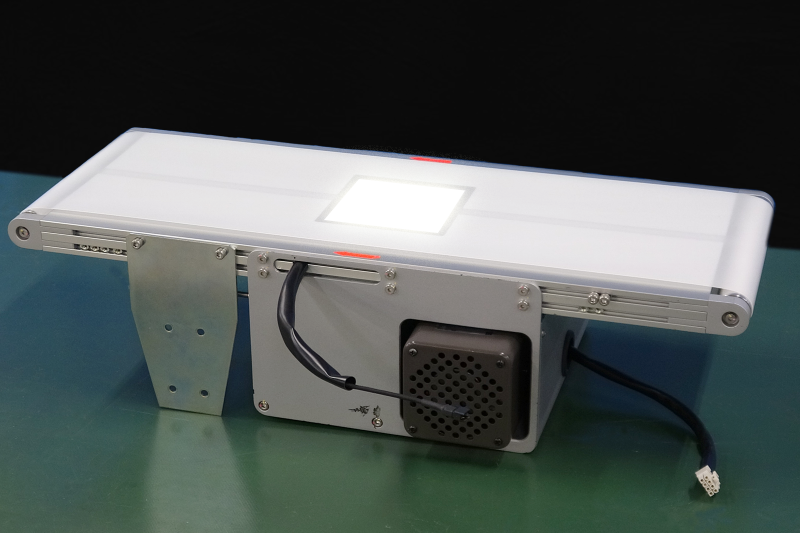
ベルトを自動送りし、接着剤塗布作業も自動で行う装置
1.自動でベルトを送れる 2.自動で接着剤が塗布出来る 3.ベルト長を任意に設定でき、設定値に応じた送り・塗布が可能 4.ベルト幅に応じて接着剤塗布の位置が調整可能
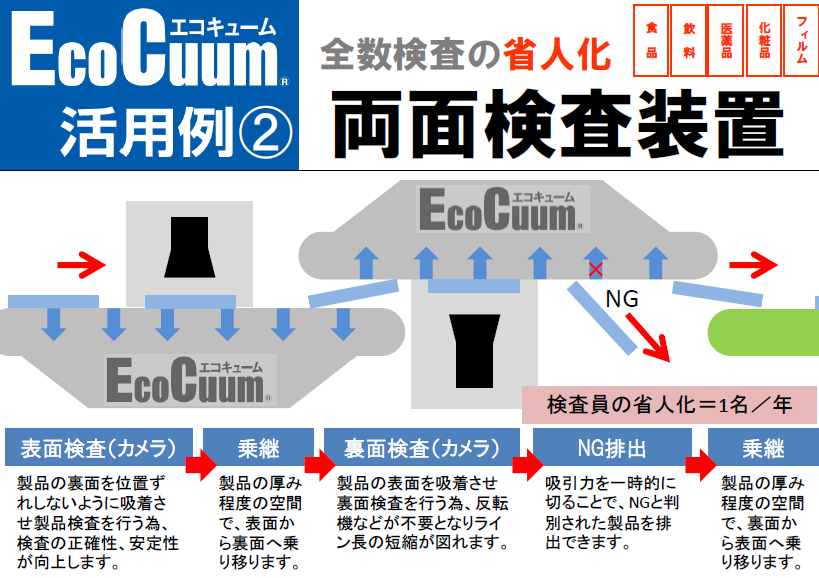
✓ コンベヤ乗り継ぎの隙間から撮影する ✓ バキュームコンベヤで上から吸着して運ぶ間に下から撮影する ✓ 反転コンベヤを使って表裏をひっくり返す ✓ コンベヤの乗り継ぎを利用して表裏をひっくり返す
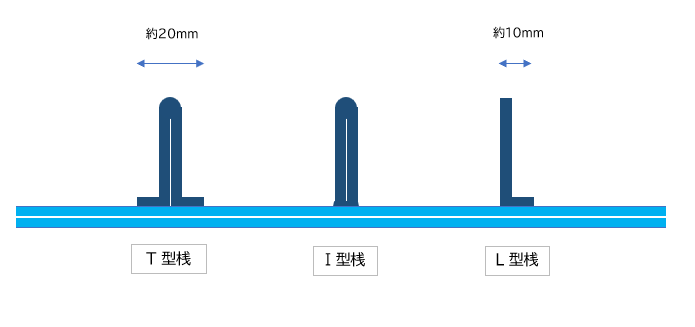
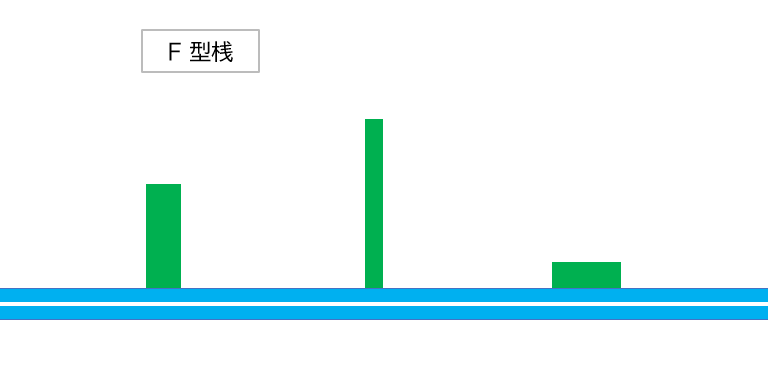
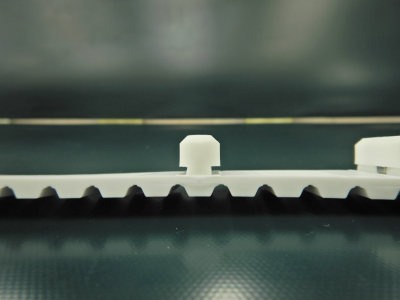
1)成型桟(メーカー規格桟) 2)ベルト材を材料とした折り曲げ桟 3)熱可塑性ポリウレタン(TPU) 角材を材料とした桟
1)成型桟(メーカー規格桟) 2)熱可塑性ポリウレタン(TPU) 角材を材料とした桟 ※他に金具やアタッチメントによる桟もあります(別の機会にご紹介します)
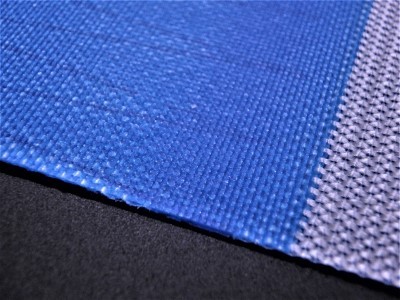
【主なスペック】 表面:硬質ポリウレタン 裏面:ウレタン含侵ポリエステル帆布 プライ数:2 ベルト総厚:1.1ミリ 表面摩擦係数:0.2 最小プーリー径:フィンガージョイントで20Φ ナイフエッジ5R 耳ほつれ防止タイプ 厚生省告示第370号適合品
*『強化桟』(T型桟1枚挟みまたは2枚挟み) *『山型桟』
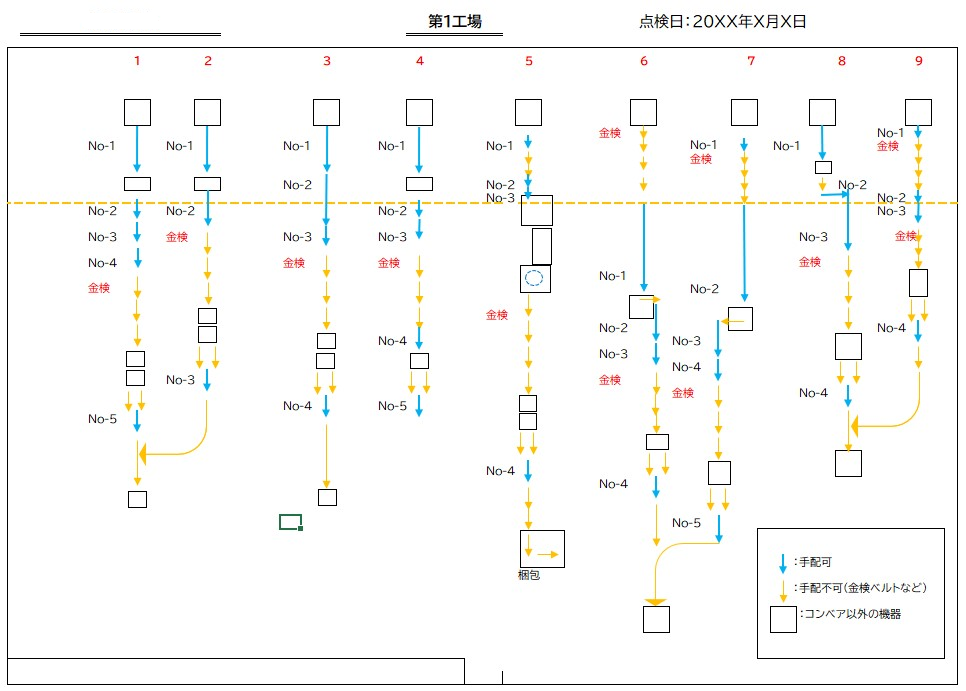
1. ライン点検1回目 (工場のコンベヤベルトの網羅的な点検) 2. 点検の結果を元にライン図の作成 3. 状態の悪いベルトの手配 ⇒ 交換 4. 交換が近そうなベルトの手配 ⇒ 予備としてストック 5. 次回点検実施日の確認
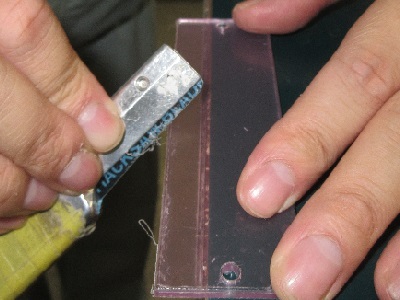
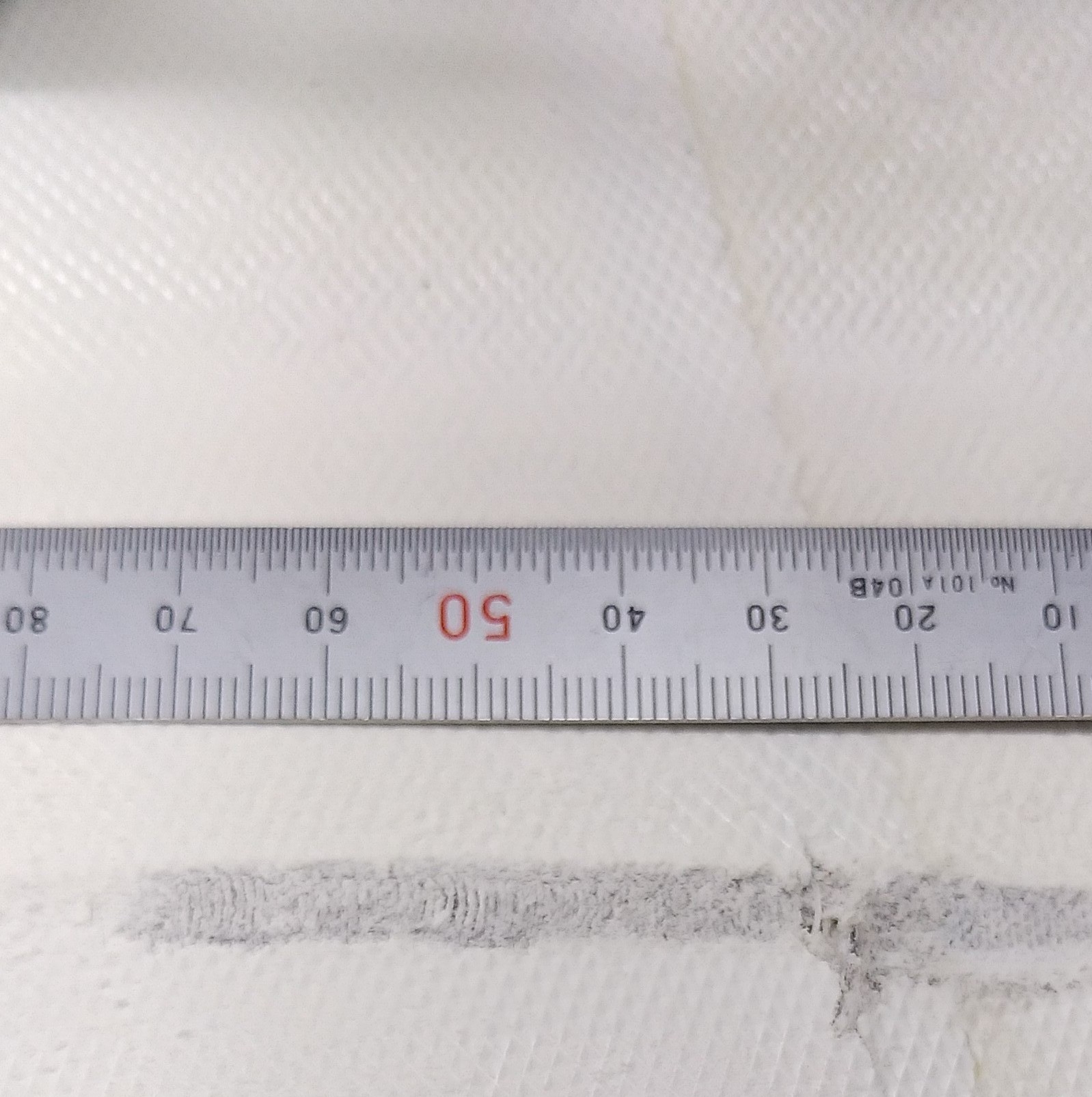
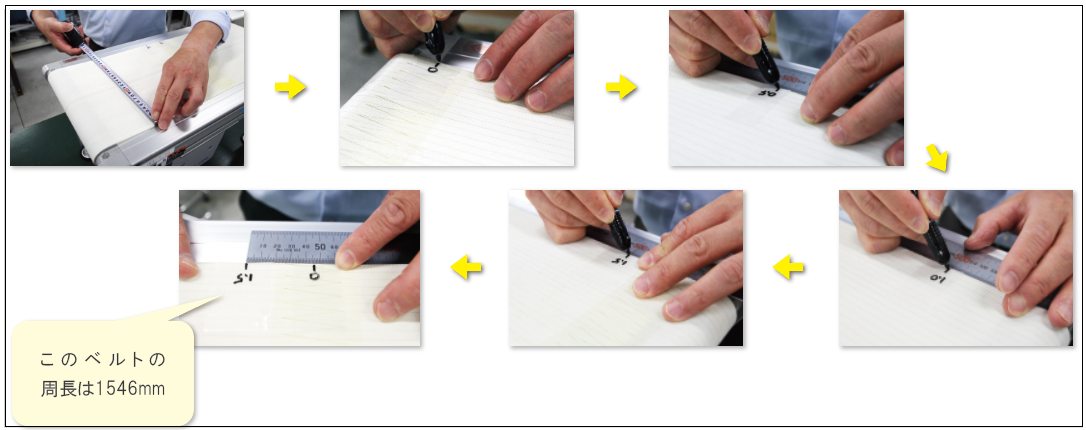
1. ベルトの幅を巻き尺で測る。 2. スタート位置に印をつけ、「0」と明記する。
スタート位置はエンドレス部分の近くにすると分かりやすい。 ※マスキングテープを貼り、その上から書くとベルトを汚さずに済む 3. スタート位置から定規で500㎜測って印を付け、0.5と記入する。 4. 必ずコンベヤの平らな部分で測ること。
※マスキングテープを貼り、その上から書くとベルトを汚さずに済む
もしプーリ部に掛かってしまう場合はベルトを引っ張ってずらす。 5. ベルトをずらして次の500㎜を測り、印を付けて「1.0」と記入する。必ず積算した数を書くこと。 6. 5を繰り返す。 7. 「0」の位置まで戻ってきたら計測終了。 ※機長が長い場合…長い定規を使用して1Mずつ測っても可。
1)必ずコンベヤは電源を切ってから作業を行います スイッチが離れた場所にあるなどの場合は、他の人が誤ってスイッチを入れてしまわないよう、「点検中」の張り紙をするなどの安全対策を取ってください。 2)軽搬送用の小型コンベヤでも骨折や切断などの大きな怪我をする危険があります ネームプレートやネクタイなど、巻き込まれる危険があるものは外してから作業を始めてください。 3)作業で使用したノギスやドライバーなどの工具類はきちんと片付けましょう コンベヤ上にうっかり置き忘れたまま動かすと、コンベヤを故障させてしまう場合があります。
* エンドレス部(継ぎ目部)に亀裂がある、穴が開いている * 耳(側面の縁部)が削れている、糸が出ている * 蛇行防止桟が削れている、変形している
コンベヤを運転している間にベルトが片側に寄ってきてしまう現象のことを「ベルトの蛇行」や「片寄り」と呼んでいます。
ベルトの左右で張力に差が生まれることで発生します。
放っておくとベルトの縁(耳とも言います)がコンベヤのフレームやガイドに接触し、摩耗等で傷んでしまいます。
破損したベルトをそのまま使用すると、剥離した芯線が製品に混入するなど、大きな不適合の原因となることがありますので、異音がするなどの不具合に気付いたら、なるべく早く元の正しい位置で動くように調整しましょう。
まず、蛇行の原因について考えます。
ベルト蛇行の原因となりうる事項は大変多岐にわたっていますが、今回は代表的なものについて説明します。
1.ベルトの張力バランスが悪い
2.清掃不足
3.ベルトの不具合
4.プーリの不具合
5.コンベヤフレームの不具合
6.その他
製造現場で最もよく耳にするのは、以下のようなケースです。
『朝、生産を始めたときには問題なかったのに、コンベヤを稼働させている間に蛇行してしまった』
これは、『1.ベルトの張力バランスが悪い』ことが原因です。
搬送物がベルトの上に偏って載ると、生産開始前にベルトの張力が正しく調整されていても、搬送物が載っている側のテンションが高くなってしまい、左右の張力に差が出来てしまいます。
搬送物は出来るだけベルトの中心に載せるか、左右にバランスよく載るようにします。 また、例え搬送物に片寄りがそれほどなくても、稼働の間にベルトが偏ってくることはあります。
生産開始時やベルトの交換時には必ずベルトの蛇行がないことを確認し、張力調整してから生産を開始しましょう。
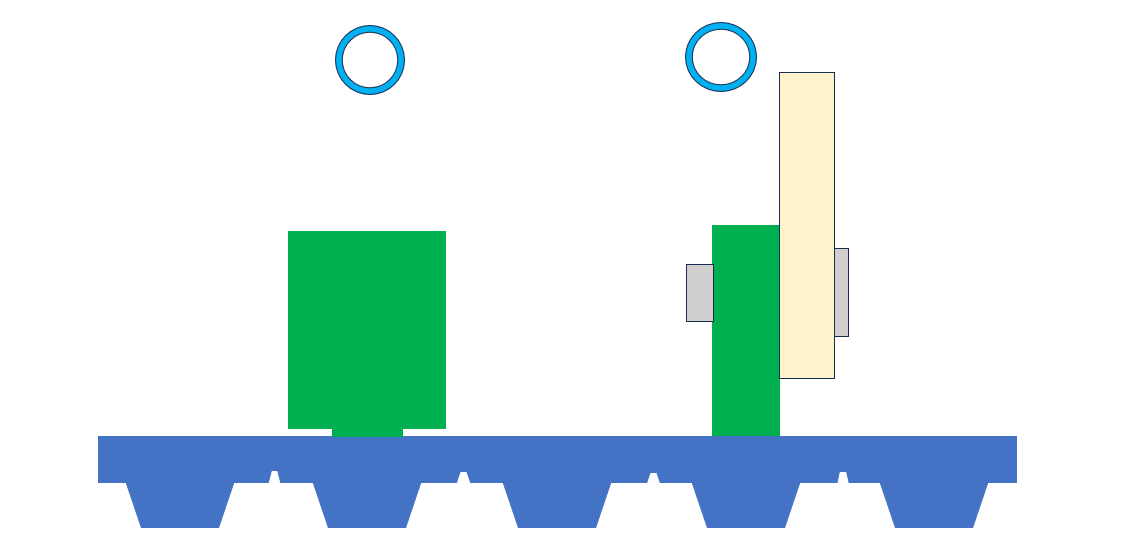
時々、私たちが生産現場でお話を伺う際、「ベルト裏面に蛇行防止桟が付いているにも関わらず蛇行してしまった」といった声を耳にすることがあります。
残念ながら、ベルト裏面に溶着された蛇行防止桟に、ベルトの張力を調整する力はありません。
蛇行防止桟は「お守り程度」と考えていただき、蛇行を見つけたらまず張力調整を試してください。
蛇行防止桟が付いているベルトで蛇行が酷くなってくると、蛇行防止桟がプーリー溝を乗り上げてしまってベルトが大きくズレるだけに留まらず、最悪はベルトが破断して生産ライン停止の事態を引き起こしてしまうこともあります。
それでは、張力調整とはどのようにするのでしょうか。
ベルトの張力調整は、コンベヤのプーリの位置を微調整することで行ないます。
メーカー共通の基本的なやり方は、ベルトを低速で回しながら駆動プーリやテークアッププーリの位置を調整ネジを使って微調整するというものです。
左右の張力のバランスが取れてくれば、ベルトは正しい位置に戻ってきます。
調整ネジの呼び名や場所は、コンベヤのメーカーや機種によって様々なので、ご使用の装置の取扱説明書やメーカーのホームページを参照して作業するようにしてください。
低速とはいえ、コンベヤを回しながら行いますので、必ず以下のことを守ってください。
【!注意!】
*回転部が保護カバーで覆われているのを確認する
*必ず複数人で作業する。
万が一に備え、作業者とは別に非常停止スイッチを押せる位置に人員を配置する
*作業者は手袋をしない(巻き込まれ防止のため)
*作業中動いているベルトには触れない
さて、それでは『1. ベルトの張力バランスが悪い』以外の蛇行の原因とその対策についてまとめてお伝えします。
2.清掃不足
搬送物のカスなどが、ベルトの裏にまわってしまいプーリやテーブル、ローラーに付着してベルトの張力やテーブルやローラーの摩擦力に影響を及ぼす場合は蛇行の原因になります。
ベルトは適度に清掃し、汚れが裏側に回ってしまわないよう注意しましょう。
特にプーリのV溝に汚れが堆積してしまうと蛇行が発生する以前に継ぎ目部分が破断するリスクがあります。
搬送面にスクレーパー(ヘラ)を当てて搬送しながら汚れをかき落とす装置もあります。
当社オリジナル品は下記リンクページでもご紹介しております。
3.ベルトの不具合
ベルトには運転時、常にテンションがかかっているため連続して使用していると伸びていきます。
一方で油分や塩分が内部に浸透することによって縮むこともあります。
使用によって劣化したベルトはこのように伸びたり縮んだりして左右の周長がアンバランスになり、それが蛇行の原因となる場合があります。
コンベヤの張力調整によって対応できる場合もありますが、影響が顕著であれば、ベルトの交換が必要です。
油分、塩分などはベルト縁(耳部)から浸透する可能性が高いので、予め『耳シール』加工をしておくことにより、予防効果が期待できます。
4.プーリの不具合
プーリがベルトに対して直角に当たっていないと蛇行してしまいます。
例えばベルトの左右周長が変わってしまった古いベルトを調整ネジを目いっぱいずらして張力調整していたコンベヤでベルトを交換した際、調整ネジを元に戻さずにベルトを取り付けてしまうと、ベルトを交換してすぐなのに蛇行してしまうということがあります。
調整ボルトの位置が左右で大きくずれていないかどうかを事前に確認しましょう。
また、プーリの設計ミスで蛇行がおきる可能性もあります。
例えば本来ドライブプーリに使われるべきクラウン付きのローラーが複数使用されていて、クラウンが裏にも表にも当たっている場合には蛇行の原因になります。クラウンなしのローラーに変更するか、クラウンがベルトの裏のみ、または表のみに当たるように変更します。
5.コンベヤフレームの不具合
コンベヤの老朽化のほか、設置場所が平らでないためにフレームにねじれが発生しているなどの可能性があります。
平衡を確認し、アジャスタボルトでレベルを調整してから稼働させます。
明らかに凹んでいる、脚が曲がっているなどの場合は部品を交換する必要があります。
6.その他
●テーブルのレベル不良
テーブル搬送のコンベヤの場合、テーブルのレベルが高く、ベルトとの摩擦が増えて蛇行の原因になることがあります。
●プーリのクラウン量不足、またはクラウンが高すぎる
プーリのクラウンは正しい量であれば蛇行防止になりますが、クラウンがない、または高すぎる場合は蛇行の原因になります。
部品を交換して対応します。
●プーリの強度不足
プーリが強度不足でたわんでしまうと蛇行の原因となります。コンベヤの設計通りの仕様か確認し、場合によってはプーリの交換も必要です。
コンベヤベルトをご使用の製造現場で、蛇行のお悩みを伺うことは非常に多いですが、基本はこまめな張力調整を含めたメンテナンスです。
大手装置メーカーはそれぞれ、ホームページで動画付きの調整方法を紹介していますので、参照することをおすすめします。
また、今回ご紹介した例以外にも、実は蛇行の原因はまだまだありますし、複数の原因が重なっているケースもあります。
お困りごとがありましたら、お問い合わせフォームからご質問下さい。
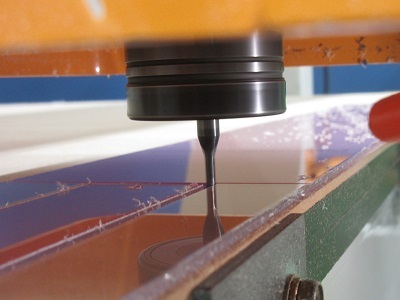
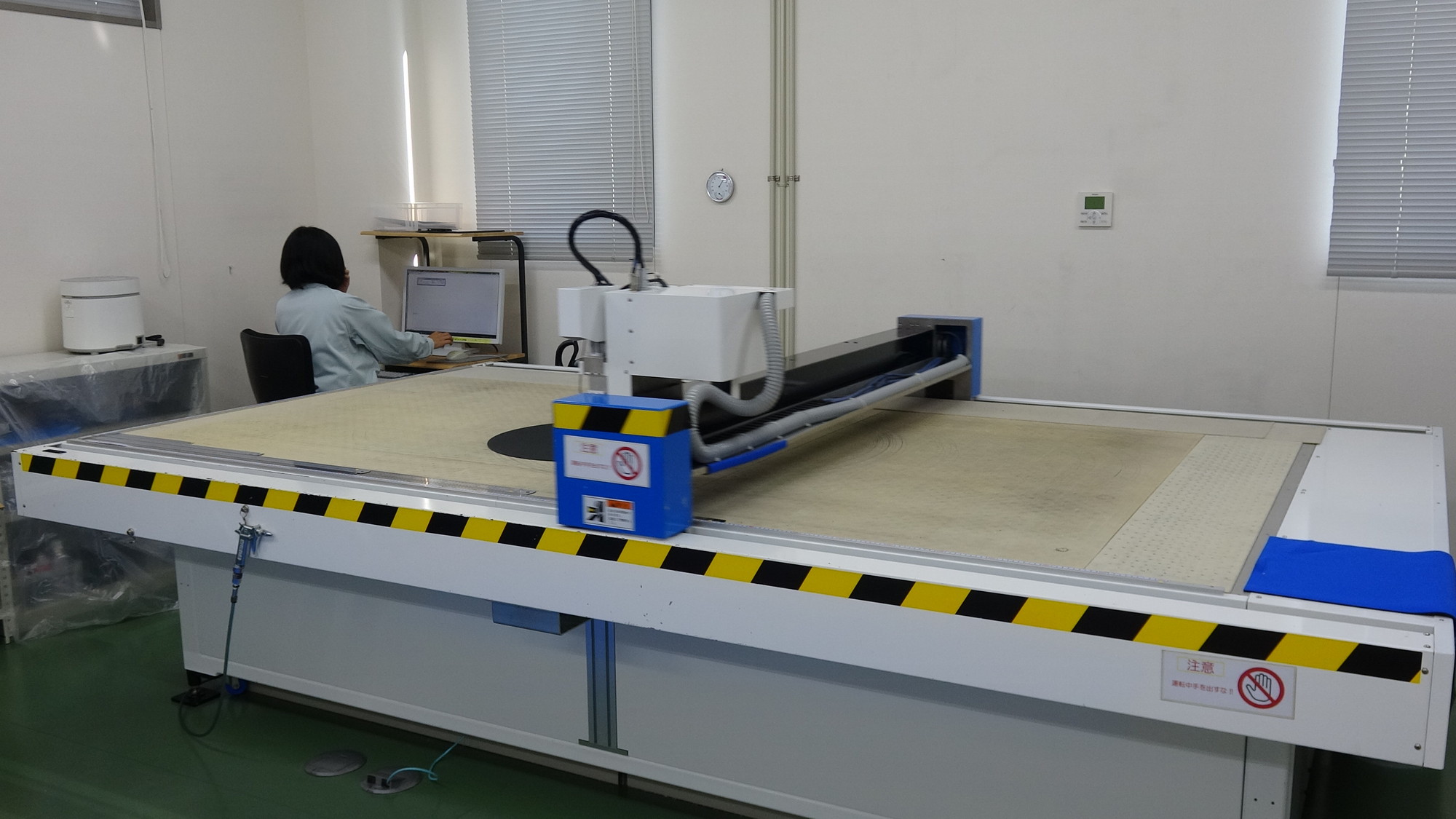
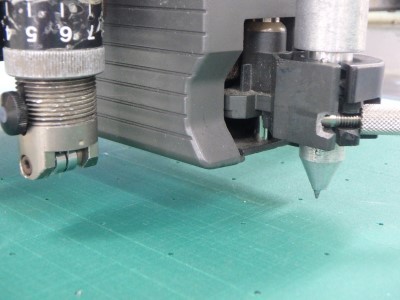
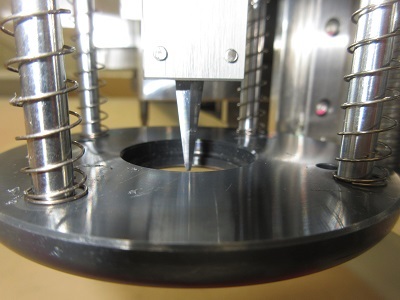
ベルト加工Blogでも何度か登場している加工設備です。 ヘッドにカッター刃を取り付けて作図データでカット加工を行うタイプで、搬送用ベルトのカット・穴あけ加工の大半は、この設備を使用して加工しています。
但し、カッター刃を用いた加工になるため、厚みのあるベルトの加工には向いていません。 2回・3回と同じ部位にカッター刃を入れる多段加工により、カットが出来る場合もありますが、刃の『入』と『出』の部分とで、寸法に0.5㎜程度の差異が生じてしまう事が、その理由の一つです。
特に穴加工の場合は顕著であり、Φ2以下の穴加工についてはこの設備で加工は行わず、後程紹介する『ガントリー型NCルータ』を使用しています。 小径の穴加工が難しいのは、コンパスで円を描く際に、小さい穴を描くのが難しいのと同じ原理だと考えてもらえれば、分かりやすいかと思います。
次に、実際に搬送ベルトをカッティングプロッターで加工した写真を交えながら、ご紹介していきたいと思います。
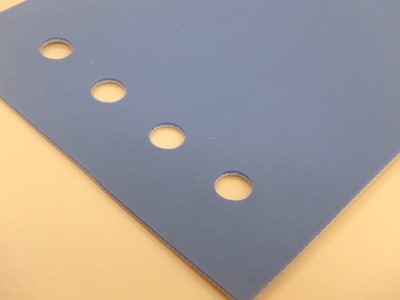
ベルト表面がフッ素樹脂カバーとなる『SL-S8935N』に穴加工を行ったサンプルです。 カバー面がウレタン以外の素材だとしても、穴加工等のカット加工は問題無く対応できます。
また、厚みがあるベルトでも、加工する穴寸法のサイズによっては、カッティングプロッターを使用して加工することが可能です。
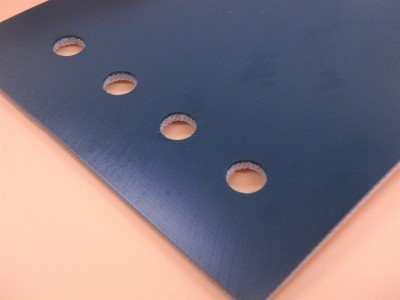
下の写真は、ベルト総厚み2.8㎜となる帆布3枚とウレタンで構成される『SL-SY035』ですが穴径がΦ8と大きなサイズの為、穴に歪みも発生せずに綺麗な仕上がりとなりました。
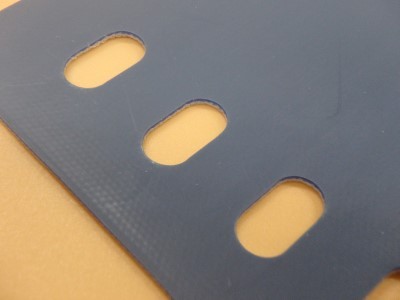
その他にも、Vガイドや横桟加工付きベルトへの穴加工も可能です。
蛇行防止用のVガイドを、裏面センター位置に溶着したベルトへの穴あけ加工サンプルです。 実際には、エンドレス加工されたベルトに、写真の長穴が連続してあけられる加工になります。
この写真の製品では、全てカッティングプロッターで穴加工を行うことができますが、穴とVガイドの位置がギリギリまで近い仕様になる場合は、Vガイド溶着加工の際に穴が歪んでしまう為、加工方法を手加工に変更しなければならない場合もあります。
ポンチを木槌で叩いて、手作業で穴加工を行う加工です。
搬送ベルトのエンドレス部への穴加工は、9割以上をこの手あけポンチ加工で行っています。 カッティングプロッターは平面加工を主とする加工設備の為、エンドレスされた立体的なベルトへの加工は不得意であり、手作業で行った方が効率が良いことが主な理由です。
その他にも穴数が少ない場合や、加工機に入らないサイズとなる、周長の短いベルトへの加工についても、手あけポンチを使用しています。
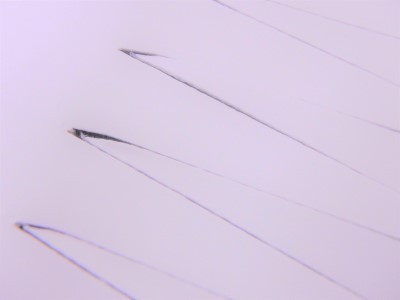
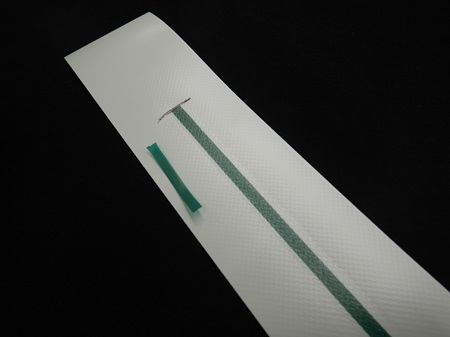
ウレタンカバーのベルトである『SL-S5425』のエンドレス部分を穴加工している写真ですが、穴を明ける位置に銀色のケガキが入っているのが分かるでしょうか? このケガキに合わせて、手あけポンチで一つ一つの穴加工を行っています。
ケガキを入れる際には、カッティングプロッターで製作したケガキ用治具を使用してます。 手作業で位置精度が悪くなってしまう為、ケガキ治具を使用して穴の位置精度が公差内に収まるよう、対策を行っています。
穴明け加工用の機械としては、広く知られる加工機かと思います。 刃具を回転させて穴明けやエンドミル加工を行う設備です。
ワーク台の大きさがかなり狭く、加工できるベルトの幅や長さに制約がありますが、加工箇所が少ない等の場合には、真っ先に候補となる加工機です。
基本的にベルトへの加工の場合、ポンチを主に使用しますが、エンドミルを使用してザグリ・皿ねじ加工も対応可能です。 エンドミルを使用する場合は、ベルト帆布は削らない事が基本になりますので、ベルトカバー材の厚みがそれなりにあるベルト品種を選択する必要がありますので、注意が必要です。
ベルトの総厚みが4㎜の軟質ウレタン両面カバーベルトとなる『SL-SY245』にバキューム用のザグリ・穴加工を行ったサンプルです。 このベルトの様にカバー面の厚みが十分にあるベルトタイプになると、ザグリ加工も深さ1㎜程度まで加工することが出来ます。
但し、ポリウレタンの切削加工は切削バリが発生し、切削面もあまり綺麗には仕上がらないのが実情です。 大きなバリはニッパで除去を行っていますが、バリが生じた場所や大きさにより仕上げが難しい場合もありますので、ザグリ加工を選択する場合にはご注意下さい。
搬送タイミングベルトの場合は、心線によって穴あけ加工の選択肢が異なってきます。 アラミド心線の場合は、ポンチを回転させて加工しなければ、心線が表に出てきてしまう等の不具合が発生します。
ベルトの品種や加工内容により、最適な加工方法の選択を行うことが、仕上りの綺麗さを維持するうえでも、とても重要だと考えています。
NCフライスとは、ポンチやエンドミルなどの刃具を回転させ、ヘッドやテーブルが前後左右に動く事で、多様な加工をすることが出来る機械です。
金属加工への使用が多いNCフライスですが、当社で保有しているNCフライスは、ベルト加工に特化させた特注仕様となっています。 主に搬送タイミングベルトへの穴加工やザグリ加工、搬送ベルトへのザグリ加工に使用しており、複雑な穴加工でも高い精度での加工が可能となっています。
写真のように、ザグリ加工と穴明け加工を同時に施すことができ、薄いベルトの表面カバーだけを削る事も可能です。
数種類の振動刃と、最大主軸回転数60000rpmのNCルータを搭載している加工設備です。
新潟工場Blogでも紹介していますが、主にスポンジ加工の際に使用しており、搬送ベルト用としては、ウレタン材へのザグリ加工や、接着加工用のスポンジカットに使用しています。
カッティングプロッターで使用するよりも長手の刃具ラインナップが多くあり、厚みのあるワークを加工することに長けています。
ミーリングヘッドが搭載されているため、NCフライスと同じようにエンドミルを使用した切削加工が可能ですが、大きな違いは非常に高い回転速度が設定できる点になるかと思います。 当社では、その利点を十分に活用し、軟質材となる硬度70°のウレタン材へのザグリ切削加工も行っています。
本来であれば難切削材となる軟質ウレタンにおいて、滑らかな切削面でバリをほとんど出すことなく加工することが可能となりました。
加工可能幅も1600㎜と広いため、フライス盤やNCフライスよりも汎用性が高いことがメリットになりますが、エンドレス品のベルトは周長1000㎜未満の加工が困難といったデメリットもあります。
板状の大きな材料を加工することをメインとした加工設備です。
新潟工場Blogで詳しく説明をしていますので、NCルータに興味のある方は、ぜひこちらもご覧下さい。
基本的には、NCフライスの大型版ともいえる設備となり、ポンチやエンドミル等の刃具を回転させて加工を行います。 この為、厚みのあるベルトや、小径の穴あけ加工も可能になります。
総厚み4㎜となるSL-SY245にΦ3の穴加工を行ったサンプルです。 ポンチを回転させて穴をあけているので、カッティングプロッターと比較して、とても歪みのない綺麗な穴で仕上げることが出来ます。
ちなみに、ガントリー型NCルータで穴明け加工を行う場合、当社では特注の超硬ポンチを基本的に使用しています。 通常のポンチはハイスが一般的ですが、連続して多くの穴明け加工を行うと、刃の摩耗により穴が綺麗に仕上がらなかったり、大きなバリが発生してしまう可能性が高くなってしまいます。
これらを避けるため、摩耗に強い超硬ポンチを使用していますが、ちょっとした衝撃で刃が欠けてしまったり、取り寄せに時間が掛かってしまうのがデメリットになります。 この為、ベルトの厚み・穴径・穴数によっては、超硬では無くハイスを選択するといった柔軟な対応を行っています。
このBlogでご紹介した加工機械の中には、ベルト加工は副次的に行っているだけであり、基本的には樹脂・スポンジの加工で使用する物も少なくありません。 このように多様な加工機械を取り揃えているのは、搬送ベルトだけではなく、樹脂・スポンジ等の加工も行っている当社ならではの特徴だと言えるのではないでしょうか。
こんにちは!製造部Yです。
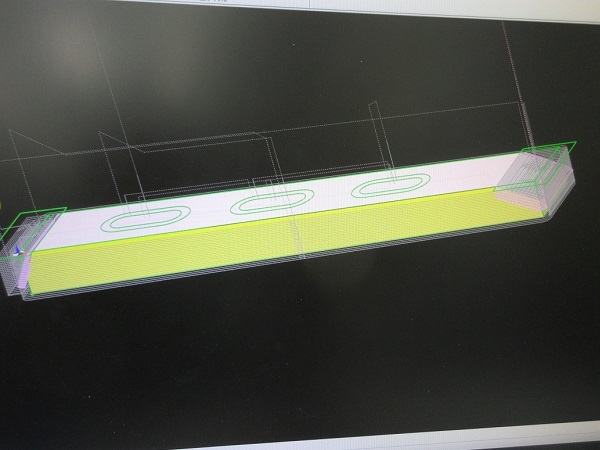
今回のベルト加工Blogは、搬送タイミングベルトに取付ける、アタッチメント用の特殊なプロファイル加工についてご紹介します。
こんにちは。営業部のMです。
前回のベルト加工Blogでは一つの製品をクローズアップして、マーキングの加工工程に沿ってご紹介してきましたが、今回のvol.2ではその他の加工事例について、様々なマーキング加工実績があることのご紹介をしたいと思います。
皆様のお困りごとに対して、何らかの参考となり、解決の切っ掛けになることが出来ればと思っていますので、ぜひ最後までお読み下さい。
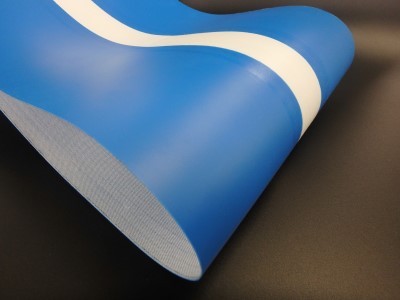
まずはレジャー施設で使用されている、幅広サイズの特殊ベルトをご紹介したいと思います。
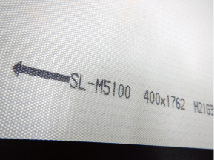
本来、ベルト回転方向の印字はベルト裏面に施すのが一般的ですが、幅寸法が約1500㎜と非常に大きなサイズのベルトになる為、設備への取付時に回転方向の印字を確認することが非常に困難だとのお悩みを抱えていました。
改善策として、回転方向の印字をベルト表面に入れて欲しいとの要望でしたが、印字機は黒色インクを使用しているため、黒いベルトではほぼ目視判別できない仕上りとなるため、通常の印字機が使用できない状況でした。
この為、白色マーカーを使用して手作業で矢印を入れる作業で対応を行うこととなり、リピート注文の際も矢印が同じ大きさに仕上がるよう、製造部で治具を作成しました。
この他にも、機械への取り付け時に印字確認を容易に行えるよう、印字機を使用してベルト表面へ印字を行っている実績もあります。 (黒色以外の色調が淡いベルトでの実績です) 小さなマーク等を入れる対応も可能ですので、文字・矢印以外もご希望の場合には、ぜひご相談下さい。
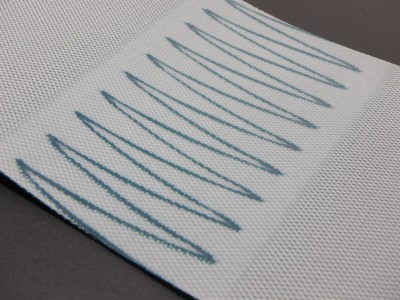
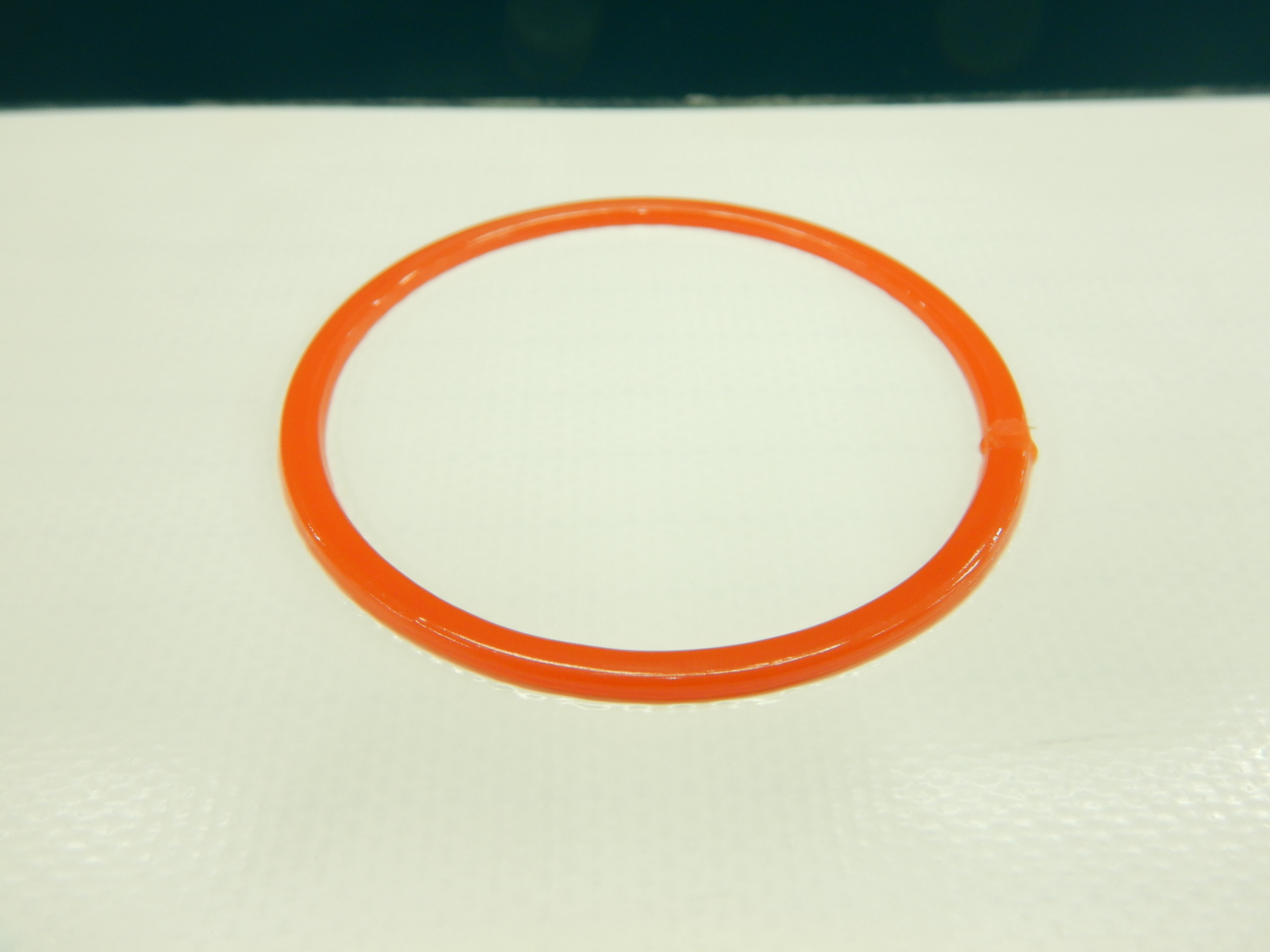
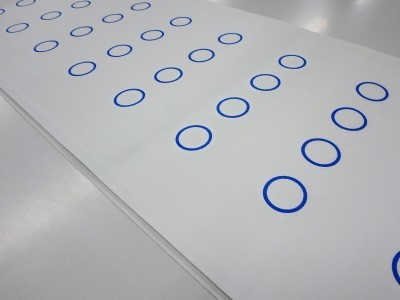
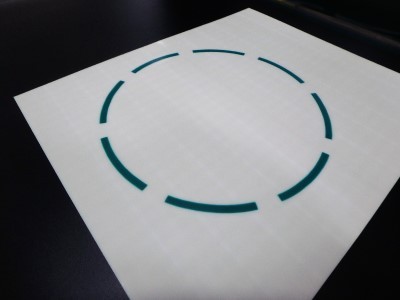
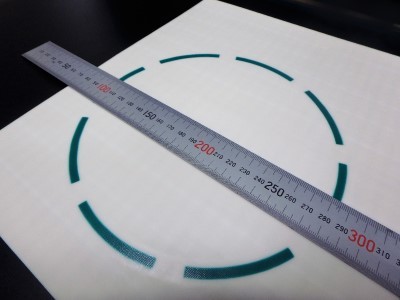
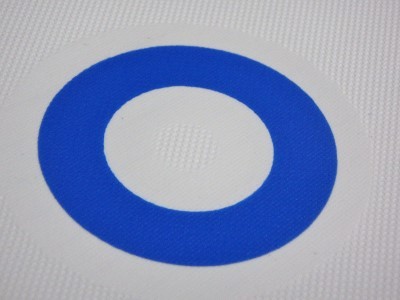
ピザ生地の搬送用としての用途で、手作業でベルトに生地を乗せる際、なるべく同じ位置に置けるように、ピザ生地のサイズに合わせた円状のマーキングが出来ないかとのご要望でした。
円径がΦ185と大きなサイズと、マーキング材料となるウレタンシートのサイズを超えてしまう寸法だった為、一繋ぎの円形でマーキングを行うことが困難と判断し、破線マーキングでの対応としました。
ご要望をそのまま実現するには困難な場合でも、なるべくご要望に沿った代替案を提示できる様に、細かい仕様打合せを行うようにしています。
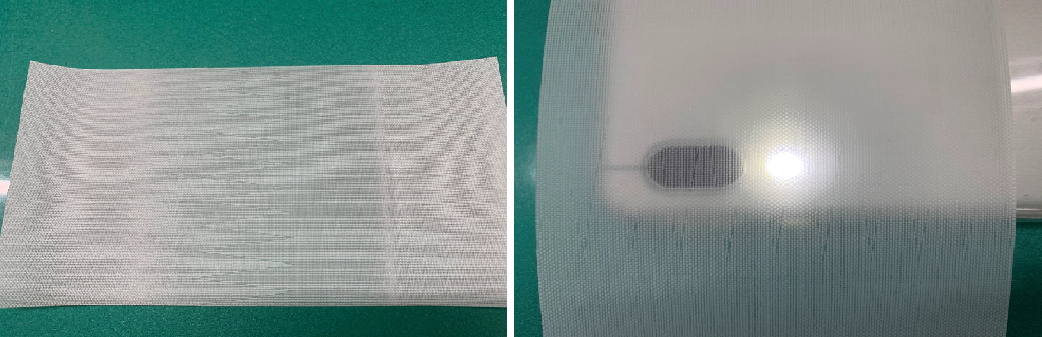
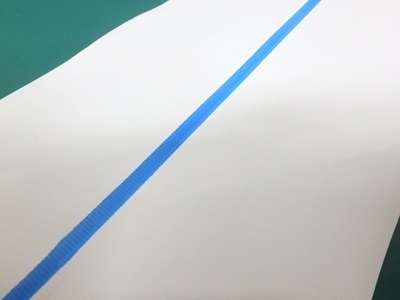
光透過性が高い、透明ウレタン仕様のサンラインベルト『SL-Y045』へのマーキング加工例です。
ベルト端部の2ヶ所にマーキングを行い、マーキングを機械で検知させてコンベヤを停止させる仕様、とのことでした。
ベルト裏面から光を照射した際、マーキングの色調が薄くってセンサーが検知できない可能性があるとことから、なるべく色味が薄くならないように黒色マーキングで加工を行いました。
マーキングの色調は、ベースとなるベルトの色調で対応できる種類は変わってきますが、基本的には『黒・赤・青・緑・白』の5色から選択いただく事ができます。
その他にも、様々な用途に合わせた幅広い種類のマーキング加工を行っています。 写真とコメントを添えて、簡単にですがご紹介したいと思います。
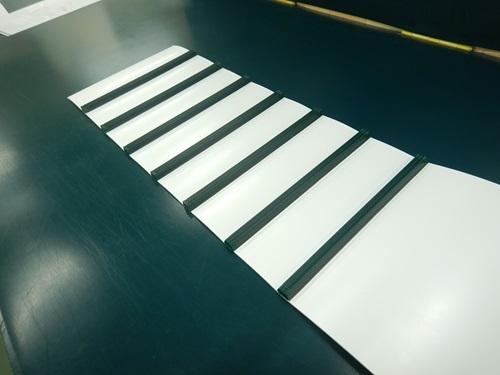
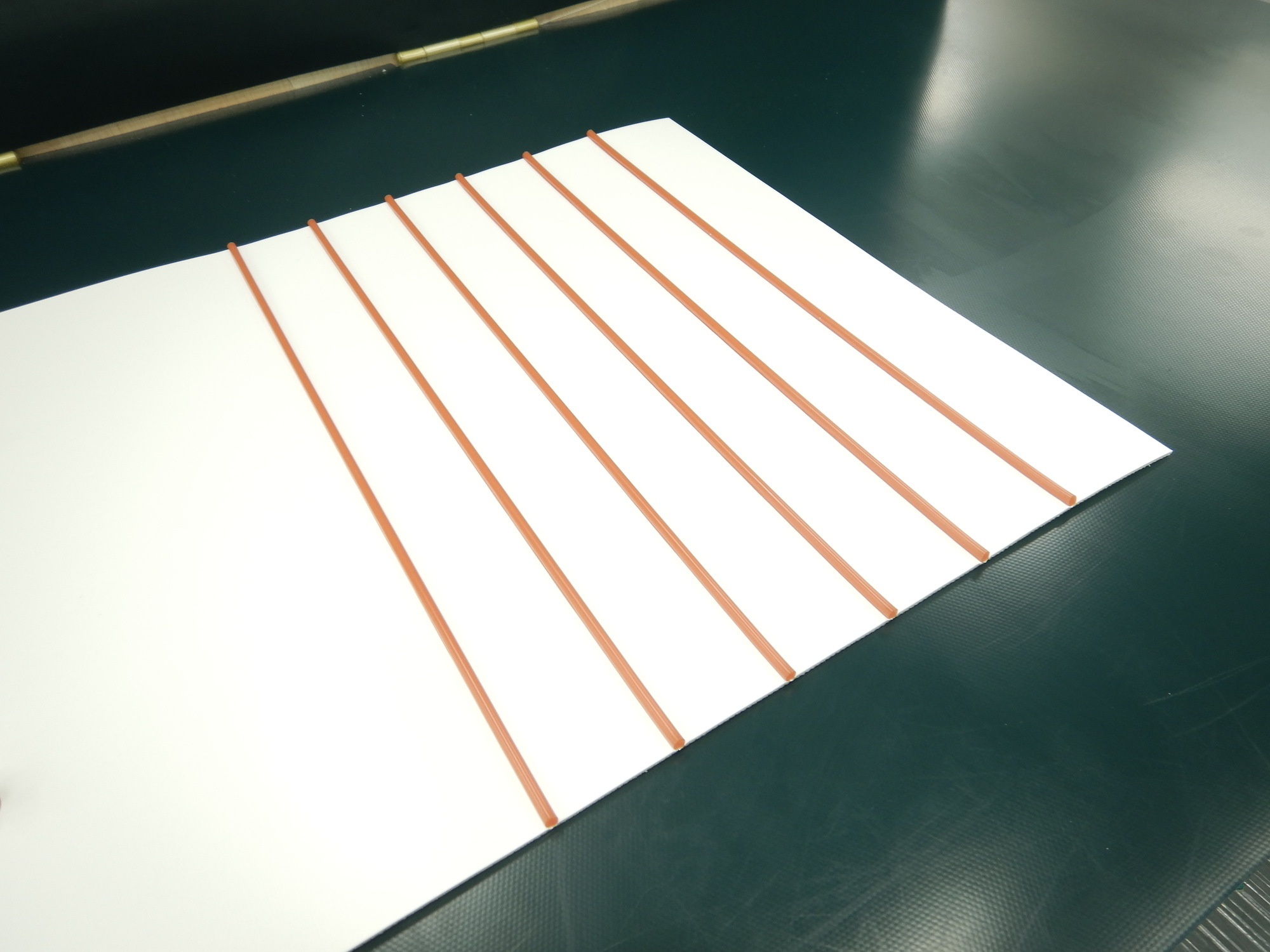
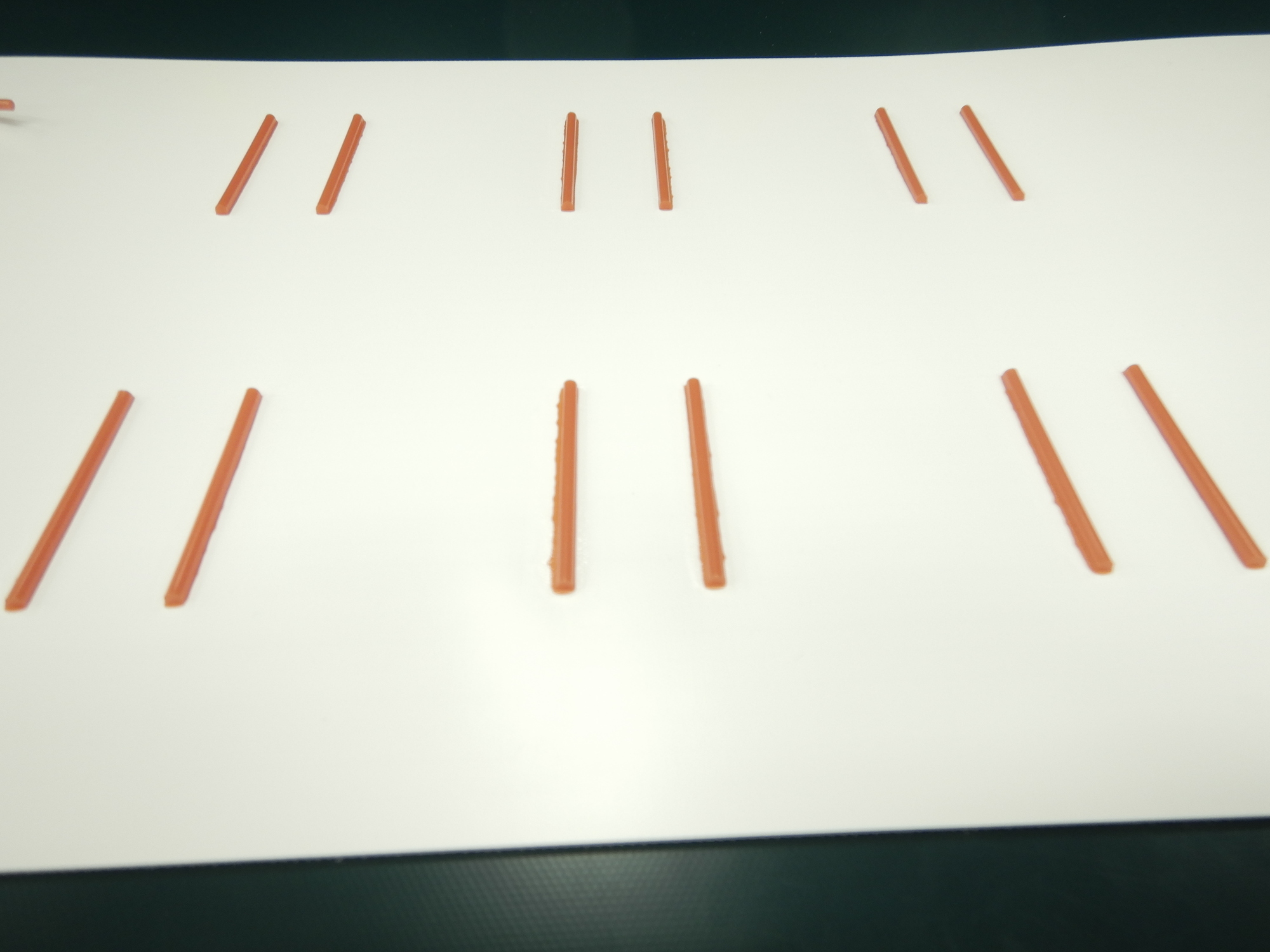
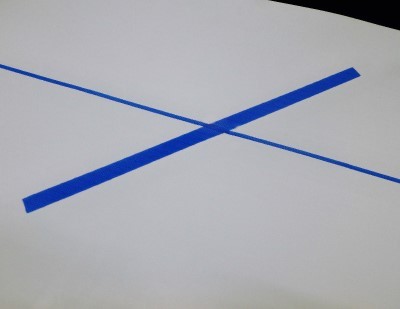
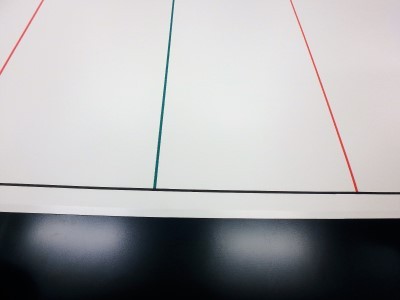
縦線と横線を組み合わせて、格子状のマーキングを行う加工は、多くの実績があります。 その中で特殊な組み合わせとして、縦桟5㎜・横線20㎜と異なる線幅のマーキング加工事例です。
横線を斜めにした特殊な仕様ですが、こちらも問題無く対応することが出来ます。
縦線が黒・横線が緑と赤を交互に組み合わせた、色の使い方が特徴的な事例です。 線が重なる部分にも、ほとんど色滲みが発生することもなく、外観的にも綺麗な仕上がりで加工することが出来ました。
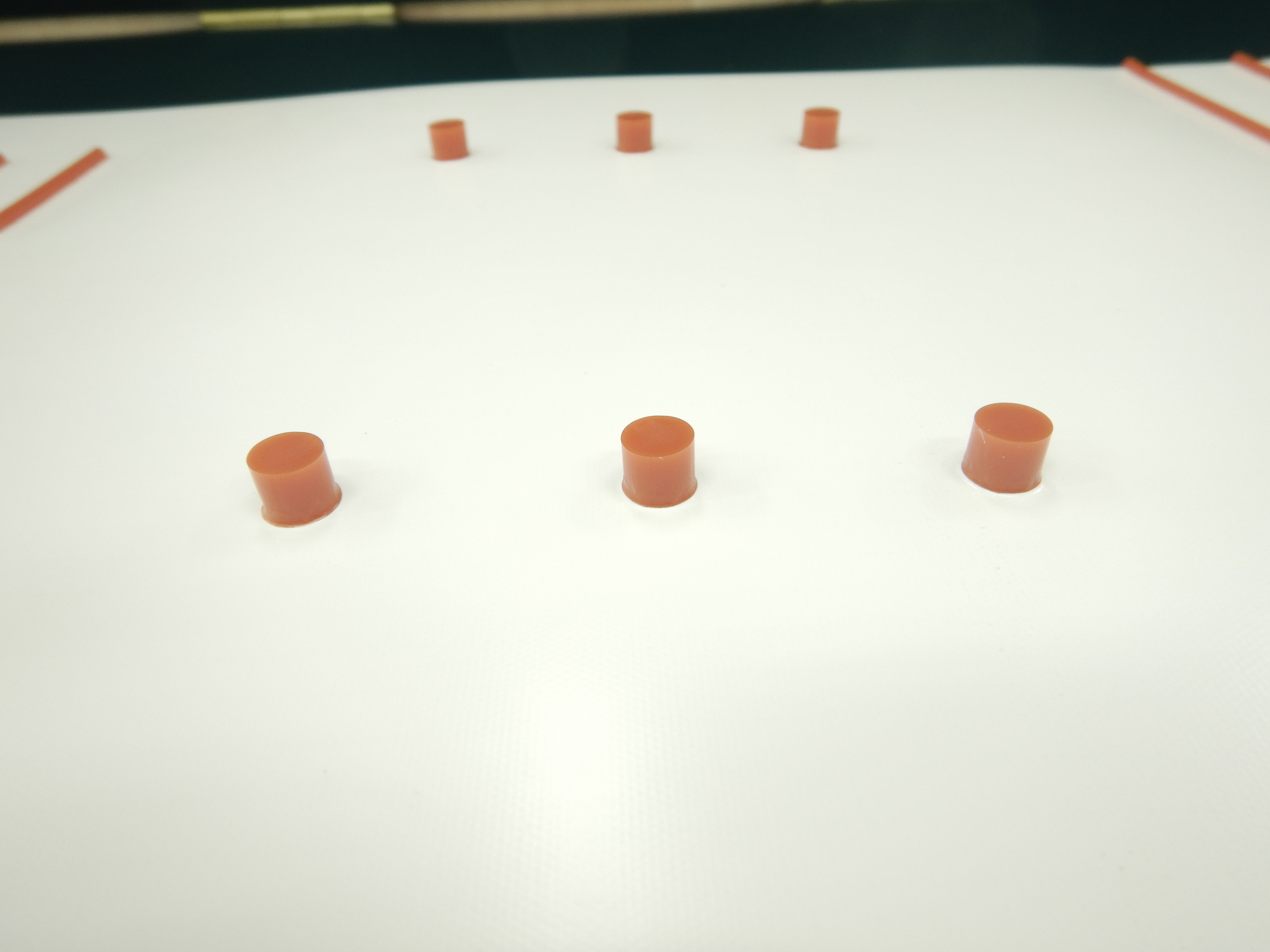
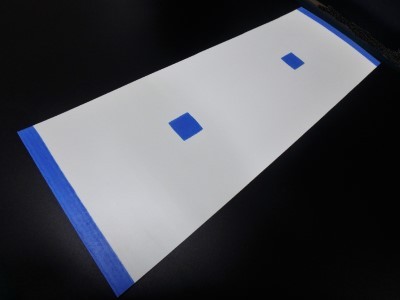
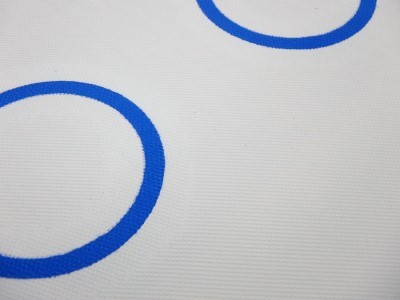
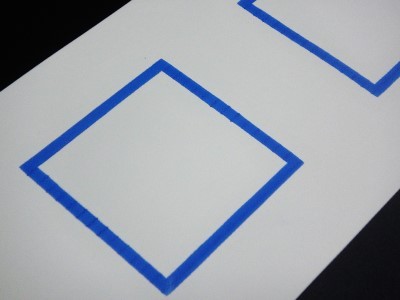
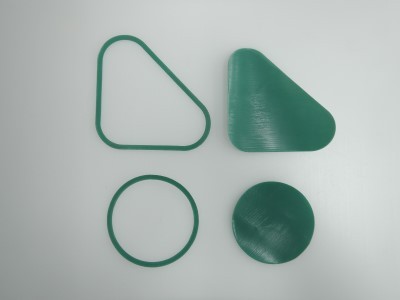
カットサンプルの依頼を受けて製作した事例です。 白色ウレタンカバーのベルトに、縦線と角形状のマーキングを施したものと、含浸帆布ベルトに縦桟とドーナツ形状のマーキングを施しています。
図形のマーキングに関しては、溶着用電極型をマーキング形状に合わせて製作する必要がありますが、電極型を内製していますので、柔軟に対応することが可能です。 但し、電極型の製作にはある程度のコストが発生してしまいますので、ご注意下さい。
現状保有している電極型で対応可能な形状でご提案することも可能ですので、図形マーキングの採用を考えている場合は、ぜひご相談下さい。
基本的に線形のマーキング加工は、5㎜~10㎜幅を推奨しています。 最大幅は30㎜までのマーキング加工が可能ですが、幅が広いほど熱をかける面積が広くなり、マーキングの滲みやズレ、ベルト収縮やフレア(波打ち)の発生が生じるなど、仕上りに大きな影響が出てしまうリスクが高くなってしまいます。
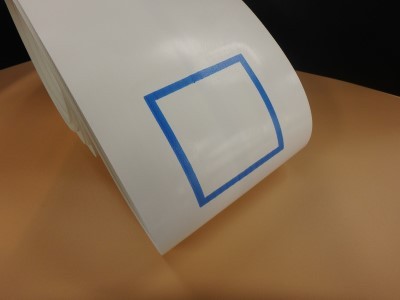
下の写真は30㎜幅のマーキングを、1PLYのベルトに加工した事例です。
この時はマーキングに滲みも無く、ベルトも大きな影響を受けない仕上りになくきれいな仕上がりとなりましたが、ベルトのLOTによってはいつもこのような仕上りにはならない事があるのが難しいところです。
綿帆布のSL-S8231Nと、ハビレンカバーのXJT-639へのマーキング加工事例です。
SL-S8231Nは綿の織目が強く出ていて凹凸のあるベルトの為、織目に沿ってマーキングの濃淡が発生しますが、滲みはほとんど発生しない仕上りで加工可能です。 綿帆布をはじめとした、インクジェットなどでは強く滲みが発生してしまうベルトに対しても、当社のマーキング加工ならば、影響を極力抑えた仕上りで実現できることが分かっていただけるかと思います。
XJT-639はハビレン(ハバジット社製-食品基準完全適合の熱可塑性ポリオレフィン)でカバーされたベルトです。
ハビレンは非付着性が非常に高いという大きなメリットがありますが、非付着性が高い故に、カバー面への付帯加工が非常に難しいベルトになります。
しかし、当社のマーキングは、ベルトをつなぎ合わせるエンドレス加工で使用する、ベルトと同素材のシート(色調のみ異なる)を使用していますので、ハビレンカバー面にもマーキング溶着が可能となっています。
ベルト表面にパターンが施されて平滑ではないタイプへのマーキング加工も対応可能です。 但し、電極型を使用した溶着加工の為、マーキング部の周囲にも熱が加わり、電極型が当たる部位のベルトパターンは潰れてしまいます。
尚、パターンが潰れてしまっても、ベルト表面が平滑になるだけで、マーキング形状に影響は生じませんのでご安心ください。
マーキング形状によっては、ベルトのパターンと同じ形状のゴム型を使用することで、パターンの潰れを最小限に抑えることも可能です。 パターンの潰れを極力抑えたい場合は、ご希望のマーキング形状を添えて事前にご連絡いただければ、対応可能かを確認することもできますので、ぜひご相談下さい。
上の写真は布目パターン付きのサンラインベルト『SL-F1204』で潰れ防止のゴム型を使用した加工事例です。 パターンの潰れは抑えられていますが、加工部のパターンが乱れてしまったり、マーキングにも滲みや乱れが生じてしまうデメリットがあります。 パターンの維持か、マーキングの鮮明さか、どちらを優先するかはご使用状況に合わせて、選択いただく必要があると思います。
納期最優先でマーキング加工ベルトが欲しいとの相談をいただいた事例のご紹介です。
機械の出荷日程が決まってしまっているが、四角マーキング10ヶ所が入ったベルトを大至急で対応して欲しいとのご相談でした。
図面要求では、四角塗り潰す形状のマーキング加工でしたが、その加工の場合だと熱をかける面積がとても大きくなるため、ベルトにフレア(波打ち)が大きく生じてしまうこと、また工数もかなり必要となってしまう事で、納期的にも品質的にも厳しい状況であることご説明。
製品の使用上、フレア(波打ち)は極力抑えたいとのご要望であった為、中抜きの四角形状マーキングで対応する形で検討を進めました。
加工については納期最優先の為、保有している電極型での加工で検討しましたが、汎用型を使用するとフレアが発生する可能性が高い為、専用の電極型を製作して対応する形で最終的な提案を行い、ご採用となりました。
専用の電極型(溶着型)を製作する工数を抱えながらも内製しているメリットを最大限に活かし、受注から製品完成までを実働10日程度で進められたのは、電極型(溶着型)を内製するというメリットを最大限に活かせたからだと思います。
当社では、ご指定のマーキング加工をお受けするだけでなく、希望納期にマッチできるよう、ご要望に出来るだけ沿った形状・加工での提案も行っています。
「納期に間に合わせて欲しい!」
「治具製作費を抑え、出来る限りコストを抑えたい!」
お客様の声に可能な限り当社は応えられるように、最適なご提案を致します。 ベルト加工で困り事がありましたら、ぜひ当社にご相談ください。
こんにちは。 営業部のMです。
以前にも『ベルト加工Blog』でマーキング加工の紹介を簡単にしましたが、今回は実際の製品加工の内容にも触れ、もう少し細かく紹介できればと思います。
紹介する中で、いくつかこれまで紹介してきた内容と重複してしまう情報もありますが、マーキング加工の全体像を把握してもらうためには、必要な説明となってしまいますので、ご了承いただければと思います。
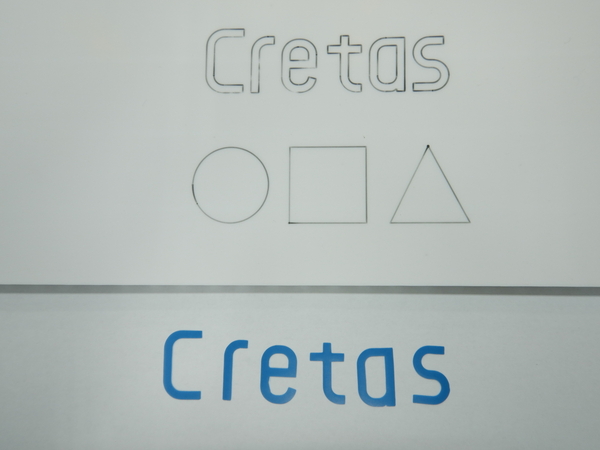
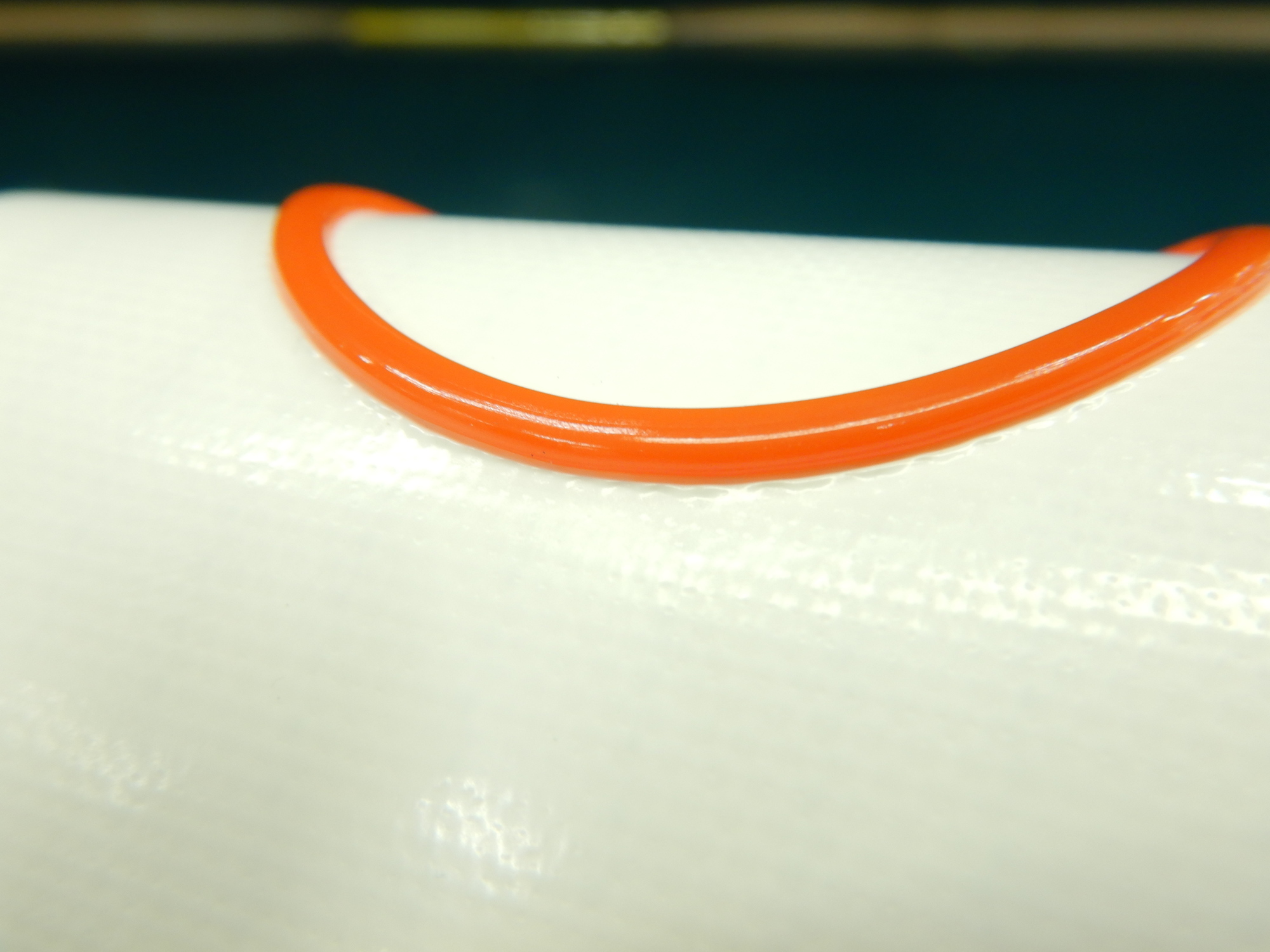
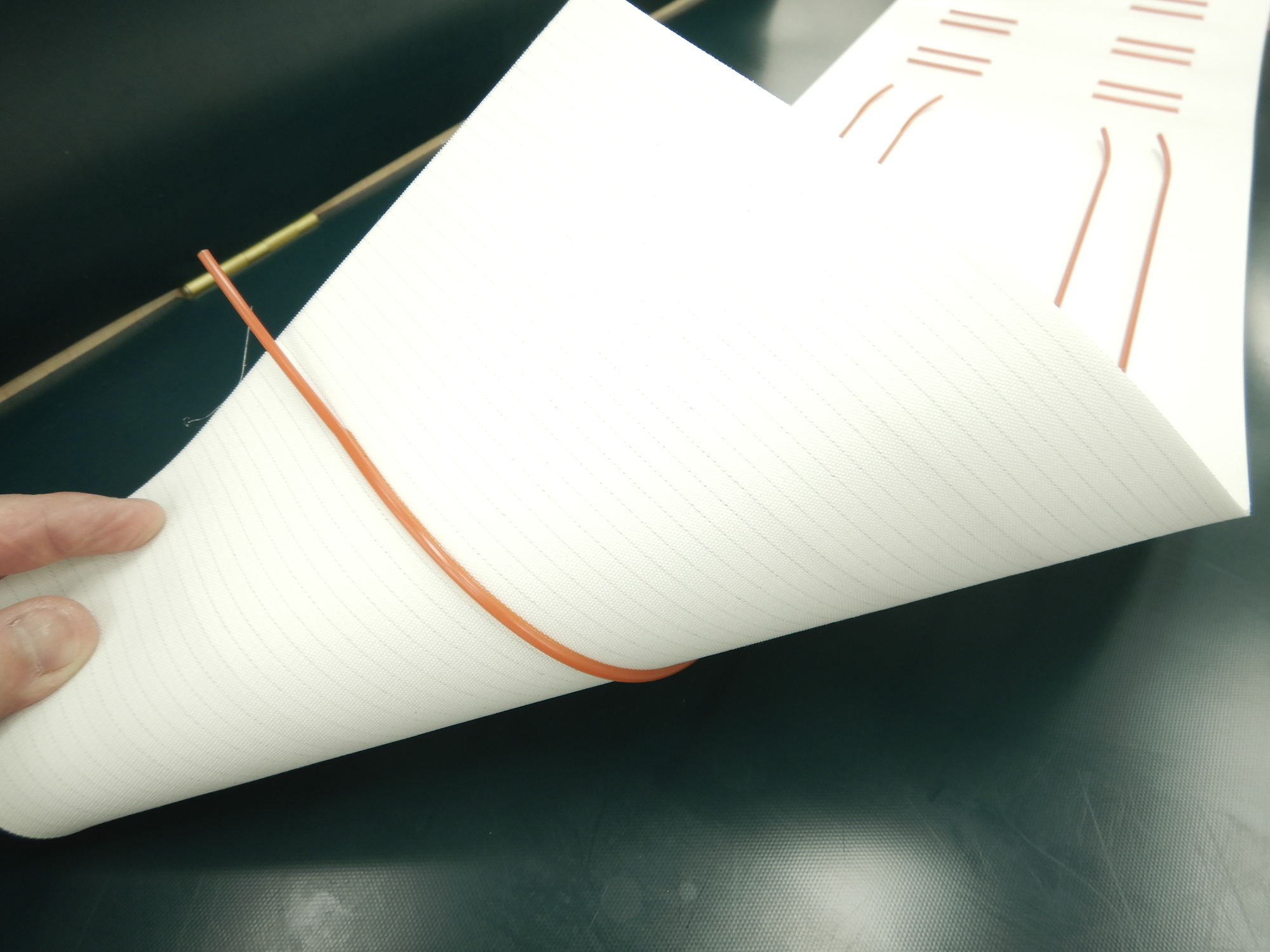
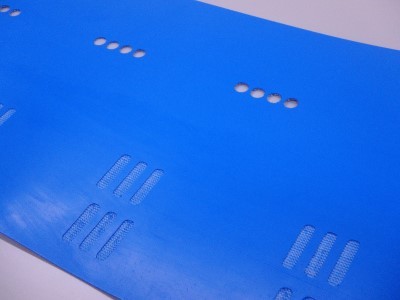
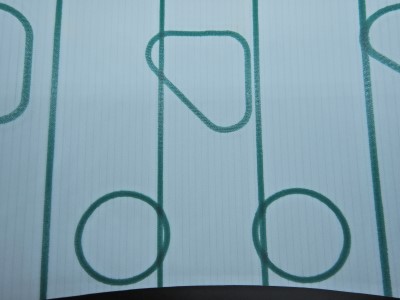
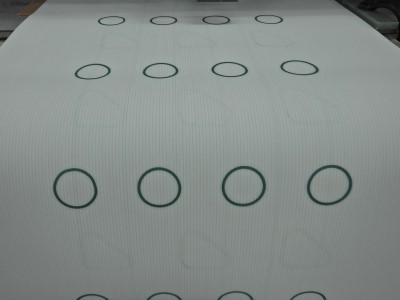
今回紹介するマーキング加工の完成形は下の写真の様になります。
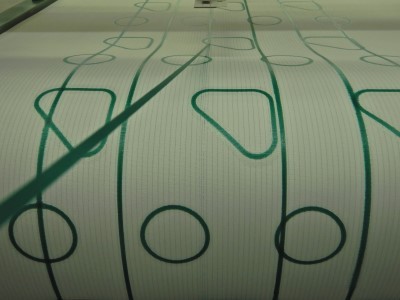
このベルトは『おにぎり(おむすび)』を搬送するラインで使用されているものです。 おにぎりと言っても、三角形状や丸い形状など、いくつか形のバリエーションがありますので、それらの形や搬送タイミングなどに合わせ、三角・丸・縦線と3種類のマーキング加工を施す仕様です。
『一つのラインで何種類かのワークを搬送したい!』
『一定の間隔で整列して製品を運びたい!』
きっと、このような要望に応えるべく、熟考の上で生まれた搬送ベルトなんだと思っています。
ちなみに、写真では分かりにくいですが、幅方向に三角が3つ、丸が4つ並んでいます。
複雑な形状のマーキング加工で活躍するのが、ポッパーベルトのブログ記事などでも紹介した加工設備である『カッティングプロッタ』です。
このカッティングプロッタはヘッドと呼ばれる加工部の先端に、カッターとペンのホルダーを搭載しているため、ベルトなどシート状の材料をカットするだけでなく、後加工の目印となるケガキ線を入れる作業にも使用できます。
ペンも熱で消えるフリクションペンや、油性ボールペンをセットすることができ、加工内容によってペンの色調も変える事が可能です。
今回はマーキング形状が複雑なので、溶着加工前にマーキング材料をベルトに仮接着して加工します。 この仮接着の際、熱で消えてしまうと後加工に支障が出てしまうので、油性ボールペンを選択しました。
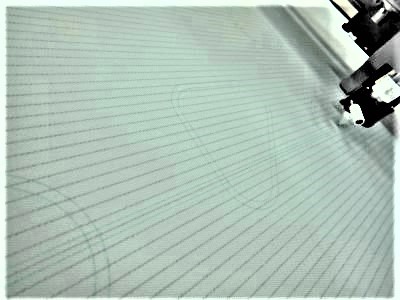
薄くて分かりづらいですが、マーキングの色に合わせて緑色で丸・三角・縦線のケガキを入れています。
マーキングはその形状だけでなく、ピッチ(マーキングの間隔)も非常に重要となります。 この為、当社では寸法やピッチがズレ無く、正確なケガキ線を入れるこのとできるカッティングプロッタを使用して加工を行っています。
ちなみに、溶着加工を行った際、マーキング形状が仕様通りに仕上がるように、線の太さや形状の微調整をしたサイズにカットしていますので、カットされた後のフィンガーテープは図面通りではありません。 これは、当社の製造部がこれまでの実績から蓄積してきたノウハウだと言えます。
さて、いよいよベルトにフィンガーテープを溶着するマーキング加工の紹介です。
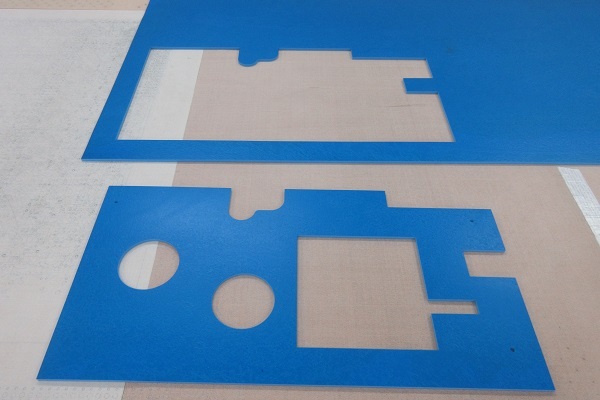
ベルトサイズがとても大きいため、自重でベルト自身に傷がつかないように青色の養生材を敷いています。
ベルトによっては表面にキズが付きやすい品種もあるので、当社では傷防止策としてこのように床や機械のあたる部分にスポンジを敷いたり、ベルト表面に保護シートを取り付けて加工しています。
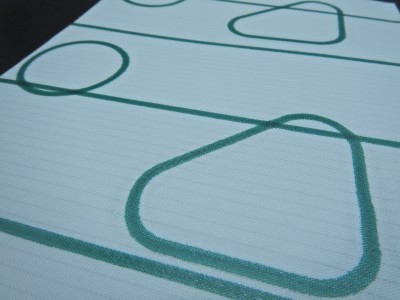
それぞれの形状における、マーキング加工の仕上り状態です。 位置にズレも無く、滲んで形状が乱れてもいないマーキング加工になっていると思います。
三角・丸・線のそれぞれズレが無く、滲みで形状が大きく乱れることもない仕上りになっていると思います。
また、マーキング同士が重なった部位についても、大きな乱れが無い仕上りです。
今回はマーキング加工のみを紹介しましたが、このベルトはこの後工程でVガイド加工を行っています。
『マーキングの丁度裏側にガイドを付けたいけれど、加工は大丈夫?』
『ガイド加工すると、マーキングが滲みませんか?』
お客様から、このような問い合わせををよく頂きます。
当社の溶着加工はしっかりとシート材料がしっかりと定着するように条件設定を行っているため、後工程でVガイド加工を行ってもマーキングに影響はありません! 当然ながら、マーキングの真裏にVガイドを取り付けることも可能です。
今回は、特殊な形状と組合せのマーキング加工について、概要ではありますが一通り紹介を行いました。 次回のブログでも、様々な使用状況に合わせたマーキング加工をご紹介する予定です。 ぜひ、次の記事でもまたお会いできればと思います。
多色マーキング加工の提案を実際に行った事例について、下記ページで紹介していますので、こちらの記事もぜひご覧下さい。
また、マーキング加工の基本的な紹介は過去のブログでも掲載していますので、宜しければこちらもご覧下さい。
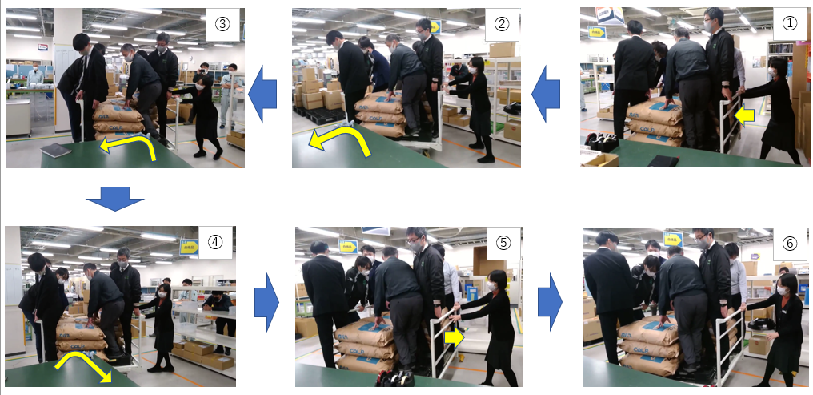
1袋25㎏入りの樹脂ペレットの袋を12袋積み(=計300kg)、更に5人の大人(一人60㎏として=計300kg)が載って、総積載重量が600kgとなった台車を実際に押してみます。
初めにグイっと力を入れる必要はありますが、動き出してしまえばかなり軽い力で動きます。
同じ台車にさらに人を増やして重さを増やし、90度曲がる動きに挑戦です。
ペレット300㎏ 6人の大人(約360㎏)=合計660㎏
ミラクルウレタンの反発弾性は、平らな床で威力を発揮します。 今回デモを行なった当社倉庫の床は下の写真のようなコンクリート打ちっぱなしの状態です。
外の駐車場など、凸凹が多いアスファルトを使用されているところでは、まっすぐな反発力が得られないため、スムーズな動きが損なわれてしまいますので、主に物流倉庫や工場などの屋内使用を想定していると思われます。
関東圏のお客様であれば、同じ型の台車を今回ご紹介したのと同じようにお試しいただくことが可能です。 また、関東圏以外のお客様でも、デモ機対応可能かをメーカーと調整致しますので、まずは下記の問合せフォームよりご相談ください。
また、ミラクルウレタンのカタログについては、下記のリンクよりIPROSものづくりサイトにある当社ページからダウンロードいただくことができますので、ぜひご覧下さい。
新潟工場Blogの第3弾は、軟質材となるスポンジ・ゴムの加工についてご紹介したいと思います。 これまでは樹脂切削についての内容が続いてしまっていましたが、加工対象物が変わると設備も大きく変わってくることを改めて認識頂ける機会になれば幸いです。
NC加工機は抜き加工のような型製作を必要としませんので、1点物でもランニングコストを抑えることができ、更に精度の高い加工を実現できることが、最大のメリットになると思います。 当社では、計2台のカッティングマシーンを保有し、様々な加工依頼に日々ご対応しています。
カッティングマシーンは、NCルーターとカッティングプロッターの機能を合わせ持った加工設備です。 レシプロカッターを搭載しているため、シート状のゴム・樹脂をカット加工するだけでなく、スポンジ等の軟質素材においても加工対応が可能になっています。 また、ミーリングヘッドも搭載していますので、ルーターとしての機能も兼ね備えており、エンドミル等の刃具をセットして、切削加工を行う事も可能です。
新潟工場では、主にスポンジ材料の加工機として活躍していますので、加工順に沿って簡単な加工のご紹介をしたいと思います。
他のNC加工機と同様に、まずは図面から加工プログラムの作成を行うため、ドラフトボードというCADソフトでデータを作成していきます。 基本的には2DCADのような形で図面を引いていく作業になります。
その後、刃物の切削速度やレシプロカッターの振動速度、エンドミル回転数等の加工条件を設定して、加工用のプログラムは完成となります。
次に、加工段取り作業に入ります。
材料にあわせてカッター刃の選定を行い、ワークを作業台にセットします。 バキュームによってワークを固定しますが、この設備はバキューム範囲を8分割する仕様になっているため、ワークが乗っている範囲にだけバキュームが掛かるようにセッティングします。
ワークのサイズや材質によってはバキュームだけでは固定できない場合もあるため、治具等を使用して固定する必要がある場合もあります。 NCルーターのブログでも同様のご説明をしていますが、やはりNC加工機と言えども、加工におけるノウハウは確かに存在するということを、こういった場面で実感します。
加工段取りが完了したら、準備したプログラムを起動して加工開始です。
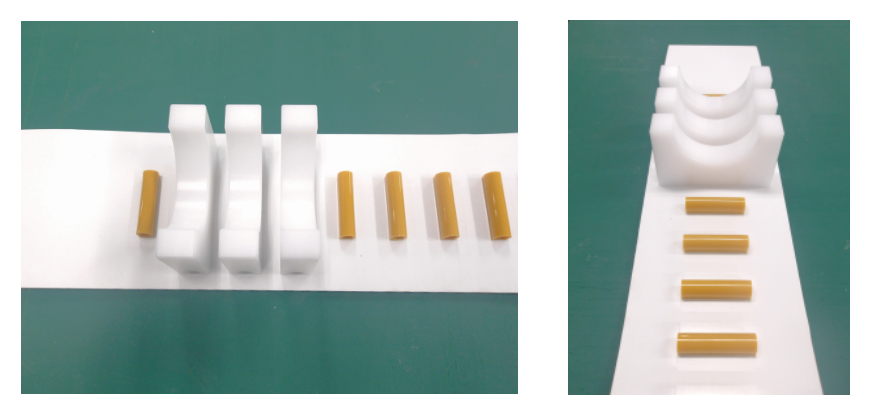
ちなみに、カッター刃の周囲にある円形の部品は材料を押さえる機構になっていますので、柔らかい材料でも刃に引っ張られて変形すること防ぐことができます。 材料によってはこの押さえ部品が引っ掛かってしまうこともあるので、その場合には滑り性のよりテフロンテープなどを貼って対応する場合もあります。
加工機が停止すれば、加工は完了です。 製品の外周や穴などに残っている残材を取り外し、検査工程で寸法チェックを行った後に出荷となります。
簡単な加工の流れをご説明してきましたが、その他にも色々な形状のカット加工を行っています。
これまでご紹介してきた樹脂加工に加え、スポンジやゴムのカット加工だけでなく、樹脂加工品とスポンジを接着等でアッセンブリ品としてご提供する形の加工対応も可能ですので、お困りの際にはぜひご相談ください。
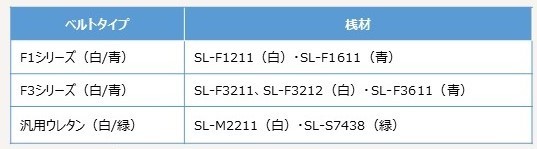
金属や硬質プラスチック製のスクレーパーに比べ、TPUスクレーパーは柔軟性があります。 硬い材質のスクレーパーを樹脂ベルトに強く当ててしまうと、ベルト表面の摩耗や損傷の原因になることがありますので、あまり強く当てることができず、スクレーパーを設置しているのにそれほど汚れがかき取れない、ということもしばしば起きているようです。
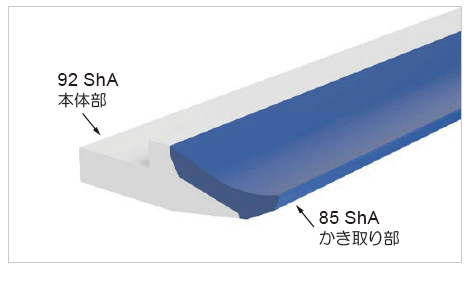
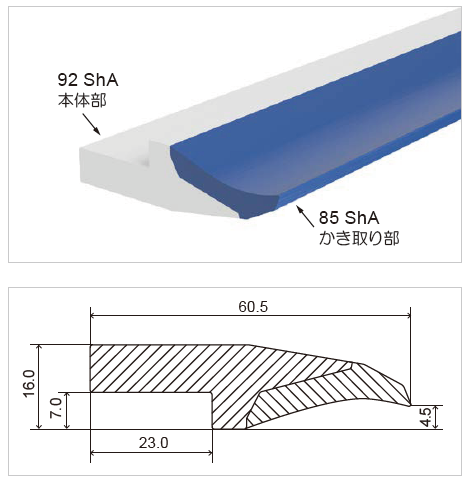
金属や硬質プラスチック製のスクレーパーに比べて、TPUスクレーパーは柔軟性がありますので、摩耗や損傷リスクを抑え、ベルトの長寿命化にも貢献できます。 ベルトと接触するかき取り部の硬度はショアA85になっており、これは硬めの工業用ゴムと同じくらいになっています。
写真の様に、手で屈曲させると少ししなる程度の柔らかさといえば、分かりやすいでしょうか。
このため、ベルト表面に多少の凹凸があっても適応し、残渣を効率的にクリーニングすることができます。
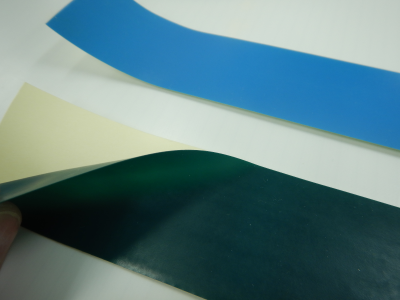
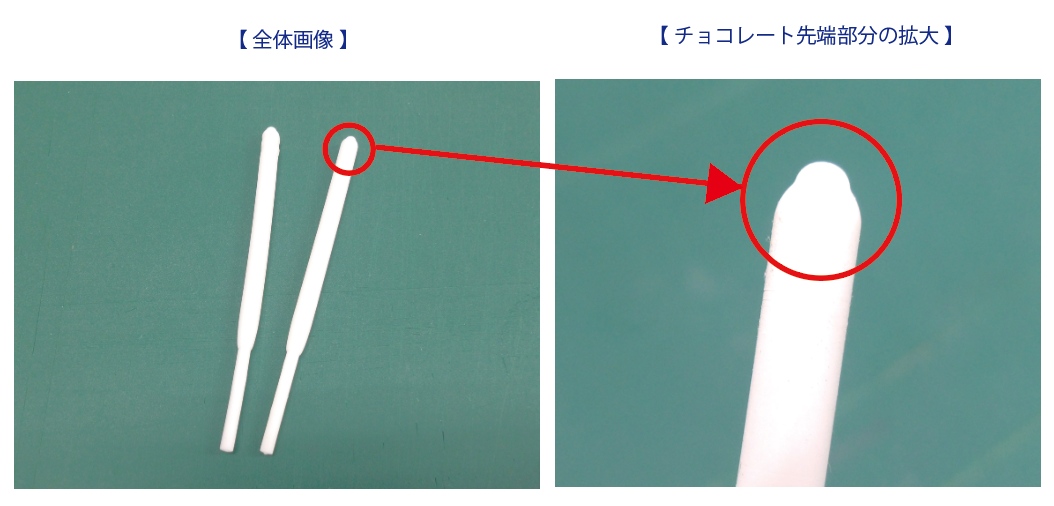
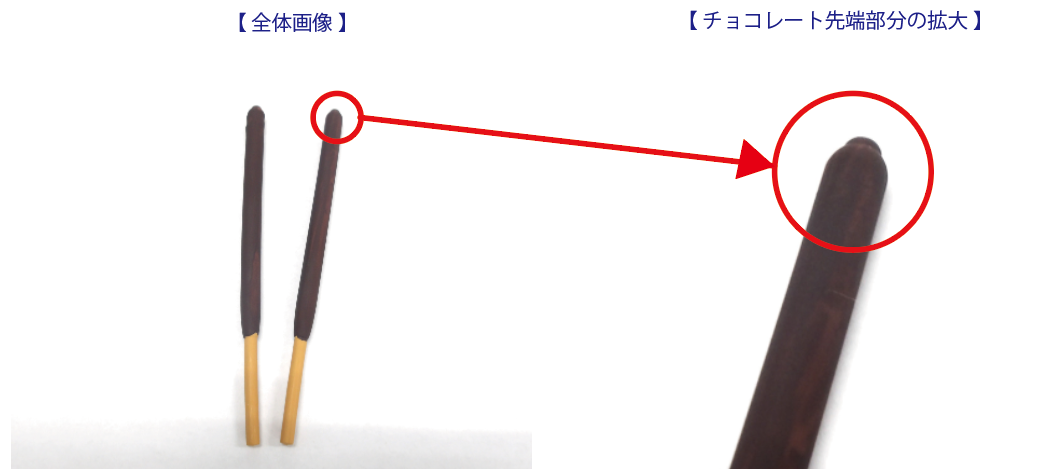
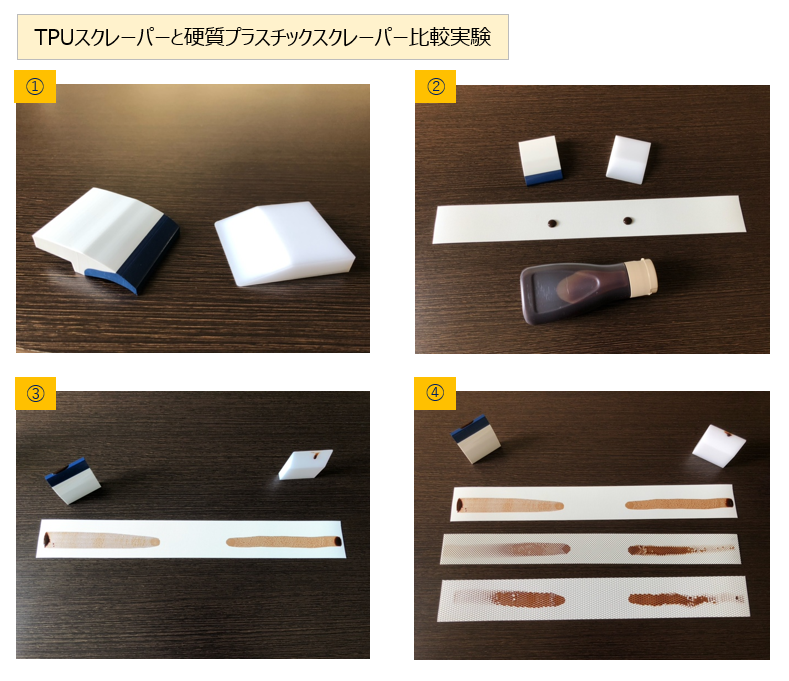
…と、カタログには記載されてありますが、どれほどなのか疑問に思う方も多いのではないでしょうか。 そこで、当社在庫品のベルトを使用して、簡単な実証実験をしてみたいと思います。
実験の結果、模様(パターン)が浅い『a』と『b』のベルトの場合、TPUスクレーパーの方がかき取り効率が良いことが分かりました。 (チョコレートの色が薄くなっていることで分かるかと思います)
一方で、模様に深さのある『c』のベルトは、どちらのスクレーパーもかき取り部が模様に引っ掛かってしまい、スムースに進まずにシロップを上手くかき取ることできませんでした。
実際にコンベヤで使用する場合は、硬い材質のスクレーパーだとベルト表面に強く当り過ぎないように調整しますので、もっとかき取り性能が低く状況になるかと思います。
どちらにしても、同じ条件で使う場合は、模様が浅いタイプであれば、TPUスクレーパーの方がかき取り性能が高いと言える結果になったと思います。
ハバジット社はヨーロッパに本社を構える企業になりますので、食品衛生関連に対する取り組みが早く、食品に関する工程で使用が想定される製品のほとんどは、厚生省告示370号はもちろんのこと、EC/EU(欧州委員会規則)やFDA(米国食品医薬品局)にも適合しています。
TPUスクレーパーも食品規格には完全適合していますので、食品工場はもちろんのこと、樹脂ベルトを使用されている多くの搬送現場で使用可能です。
この記事を書いている2021年の夏に、異物混入対策機能を持った新製品が出ました。 タイプ名は『E-BS38-FC M』(通常品はE-BS38-FCです)、通常品と同寸法の形状となり、かき取り部の色調がやや暗い青色になっている事が、外観上の違いになります。
かき取り部のウレタン材料には、金属検出機に反応する金属粉が錬りこまれており、例え欠損して製品に混入してしまったとしても、金属検出機に反応するので異物混入の流出リスクを低減することができます。
使用される検出機の感度設定によって、検出可能な樹脂片の大きさが異なりますので、事前に実際のご使用環境でご確認下さい。 導入をご検討される場合、サンプルのご要望等は下記リンク先の問い合わせ画面から、お気軽にお問い合わせください。
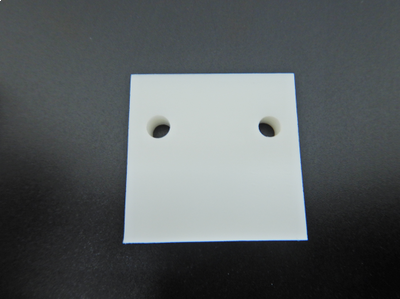
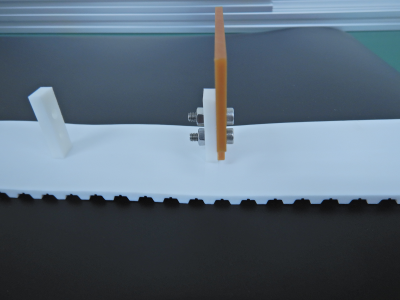
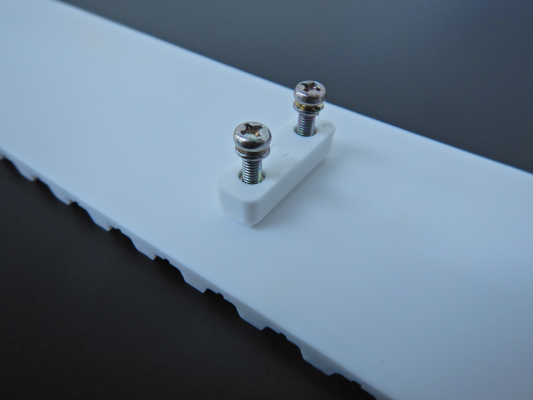
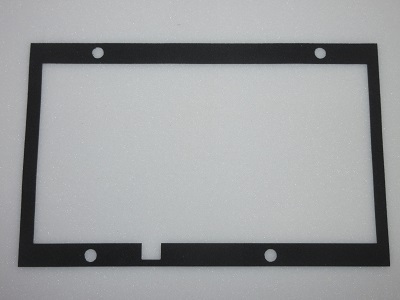
この製品は押出成形品ですので、規格サイズは1200㎜となります。 基本的にはメーカーより規格サイズで出荷されますので、ご使用になる現場で実際の装置に合わせて長さをカットし、ネジ穴をあけて装置に固定しする作業を行っていただく必要があります。
もし導入を検討されている方の中で、
・長さ寸法や穴あけ位置が既に分かっているので、すぐ使えるように加工して欲しい ・新規装置に取り付けたいので、加工・取付治具込みの組み立て品が欲しい
というようなご要望があれば、穴あけ・切削加工や他部品との組み立て(ASSY)等の対応も可能ですので、是非お気軽にご相談ください。
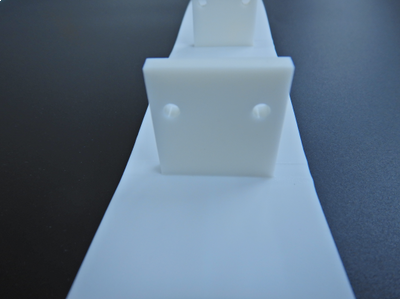
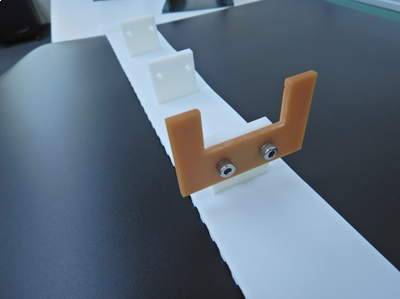
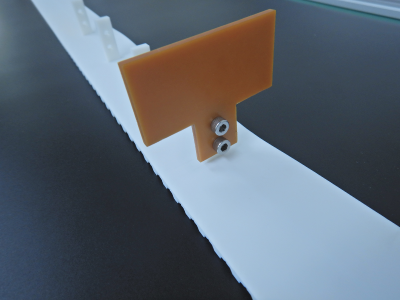
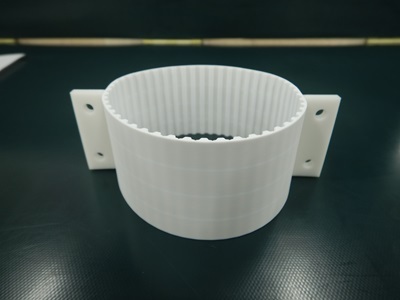
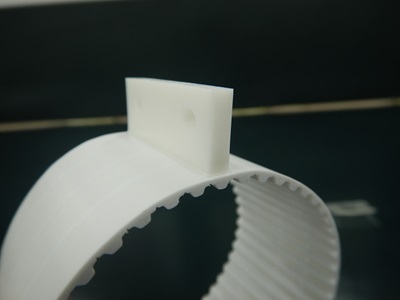
アルミフレームミニコンタイプのコンベヤに後付けするのにぴったりなブラケット付きユニットもございます。
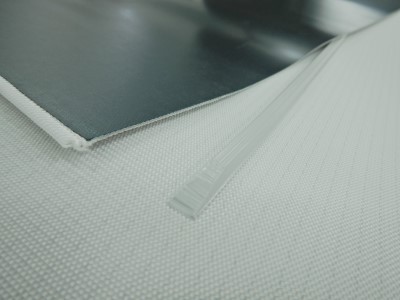
カバー付きクリッパーレーシングとは、クリッパーレーシング(SUS)加工を施した後、ベルト材でカバーを取り付けて、金具部分が剥き出しにならないようにする加工です。
カバーは表面と裏面のどちらか、または裏表両方でも取り付け可能です。 尚、カバー取り付け部には段差が発生しますのでご注意下さい。
レーシング金具が搬送物やコンベヤプーリ等に接触してしまう事で、それらに傷がついてしまう可能性を排除したい、と考えられている場合にお勧めしています。
カバー材にどんなベルトを選定すればいいか分からない、といった場合でもお気軽にご相談下さい。 搬送物はどの様なものか、用途としてはどの様な想定か等を確認させていただければ、これまでの加工実績を基に、適切なカバー材を選定してご提案致します。
カバー材の取り付け方法は溶着加工、または接着加工になりますが、こちらもベルト基材とカバー材の組み合わせに合わせた加工のご提案をしております。
ベルトに厚みがある品種によっては、カバー材を後付けせずにベルト本体をカバーとする、一体型の加工が可能です。 下の写真は、SL-M1400RとSL-M9400Rのサンプルになります。
通常のカバー付きレーシングと比べ、カバー材取付け加工を必要としないために段差が生じることも無く、外観上も違和感のない仕上りとなります。
両開きパターンは、ベルトの進行方向を気にせずに取付できるメリットがありますが、使用中にカバーが捲れ上がってしまうのを防ぐため、コンベヤへの取付け作業後にカバーを接着する作業が必要になります。
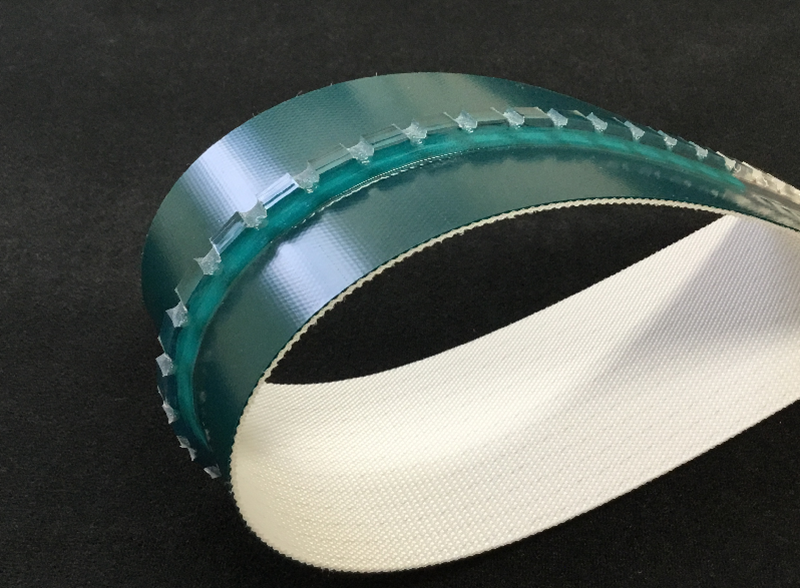
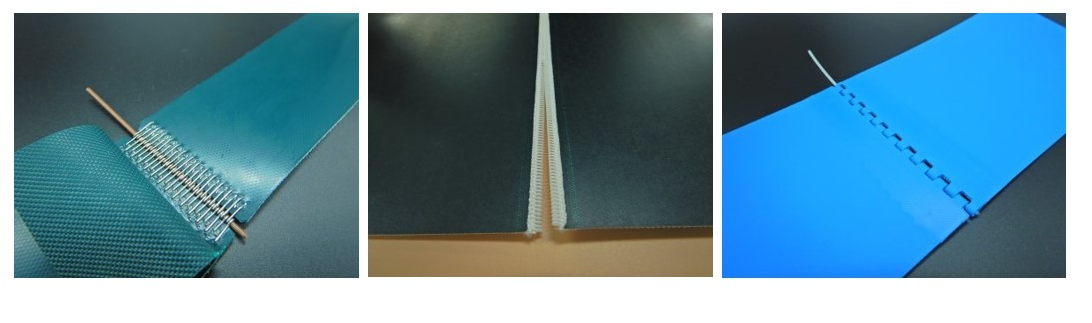
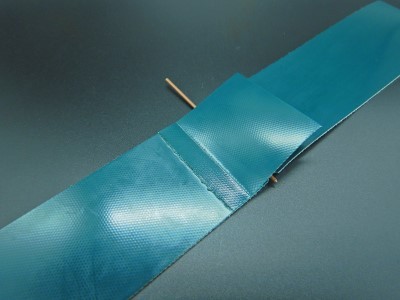
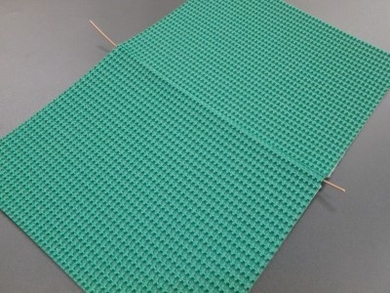
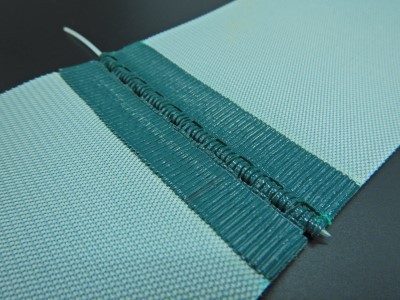
ベルト材そのものを利用してレーシングジョイントのためのループを作る『モノレーシング』ですが、新製品のベルトについても加工方法を編み出して日々ラインナップを増やしています。
非付着性と滑り性を兼ね備えた、サンラインの新製品『ミスターシルキータッチ』でも、モノレーシング加工が可能です。
これまで、シリコーンベルトのモノレーシングは材料の特性上、加工が出来ない状況でした。 しかし、シリコーンとポリウレタンのハイブリットコーティングであるミスターシルキータッチは、ポリウレタン製ベルトと同等の加工性になるので、モノレーシング加工の対応も可能となっています。
金属検出器用のベルトでレーシングをお考えの場合や、食品業界で金属の使用を避けたい等でお考えの場合には、特におススメできる加工だと思います。
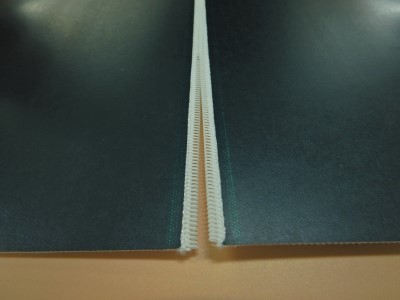
冒頭でご紹介した『エンドレス加工』のページでは、標準となる表面形状が平滑なベルトの加工紹介をしていますが、最近になってパターン付きベルト(表面が平滑ではないベルト)にモノレーシングが出来ないか?といった問い合わせが増えてきているように感じます。
いくつか頂いたお問い合わせの中で、『ベルト表面のパターンはどれくらい潰れてしまうのか?』、『仕上がりを見てみたい』といった内容が多かったので、ご要望にお応えするため、サンプルを製作してご紹介したいと思います。
サンプルとして製作したベルトは、表面縦溝パターン付きの『SL-M2309』です。
ベルトでフック部を形成するため、高周波溶着加工で熱を加える際に、通常は縦溝などのパターンには潰れが生じてしまいます。 今回は、この潰れが極力発生しないようにいくつかのでこちらは縦溝のベルトですが、加工の際に縦溝パターンがなるべく潰れないよう工夫をしました。
今回のサンプルは、たまたま工場にあったSL-M2309を使用しましたが、モノレーシングは2PLYベルトへの加工が標準になっています。 しかし、1PLYベルトでもレーシング部の段差が問題無いのであれば、対応可能です。
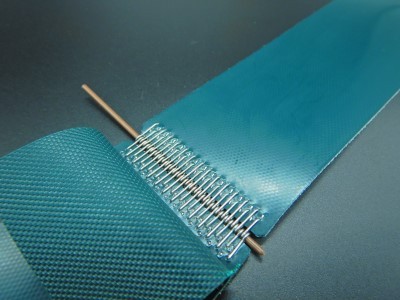
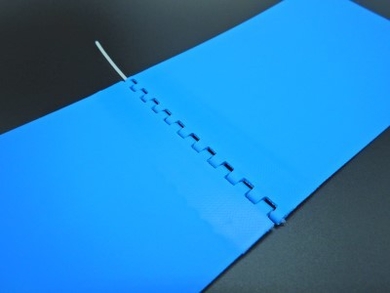
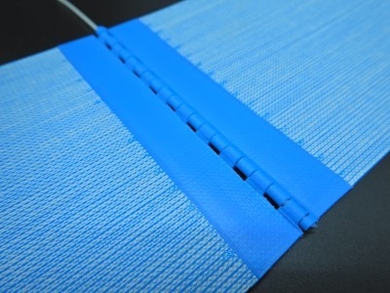
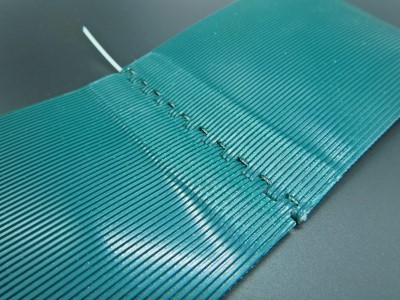
サンラインベルトの新しいエンドレス方法となる『ミスターProジッパー』は当社でも加工が可能です。 バンドー化学の強度試験をクリアした、ミスターProジッパーの加工認定工場となります。
また、これまでのレーシング加工同様、蛇行防止用のVガイド溶着加工や横桟加工にも対応可能です。
金属製のレーシングでは製品に傷をつけてしまう恐れのあった、リネン等の布地やクリーニング品類の搬送に最適なジョイント方法です。
ここでは、当社に寄せられたご相談の中から、加工を通常とは異なった方法で提案して課題を解決することが出来た事例を、ほんの一部ですがをご紹介したいと思います。
こんにちは。営業1課 WebチームのNです。
Cretas営業よりおすすめ情報 第4弾の今回は、
ナンシン社の『エラストマー車輪キャスター』です。
当社は株式会社ナンシンと特約店契約を結んでいますので、多くのお客様にご採用いただいた実績を元に、ご要望に応じた最適なキャスターの提案を行っています。
様々な工場などで、製造現場の装置の脚や入出庫現場の台車にはキャスターを使用されていると思います。 中には、工場で使用する台車を自作した、という方もおられるのではないでしょうか。
もし、なんとなく長年使っている台車がありましたら、キャスターの交換を検討してみませんか? キャスターを交換するだけで、作業効率が格段に上がったという声も届いていますので、この記事が交換の検討をするきっかけになれれば幸いです。
今回ご紹介するのは、「汚れにくい」「音が静か」「錆びにくい」と、3拍子揃ったキャスターです。
床の上を重たい荷物を載せた台車が何回も通過して、黒いタイヤ跡がついてしまう事はありませんか? 一般的なキャスターの車輪は素材が黒いゴム製なので、至る所にタイヤ跡がついてしまい、綺麗にするための掃除はとても大変だと思います。
エラストマー車輪はゴム車輪とは違い、カーボンブラック不使用のため、タイヤ跡が非常につきにくいという特長があります。
床の汚れが心配な場所に、ナイロン車輪を既に採用されている場合もあると思いますが、ナイロン車輪はどうしても走行音が大きくなってしまうという欠点がありました。 しかし、ナンシン社が採用している低硬度エラストマーは弾力性に優れているため、ゴム車輪と同等の快適な走行性を持っており、走行音はとても静かです。
金具はオールステンレス(SUS304)となっていますので、サビの発生を排除したい食品工場や、頻繁に水洗いするような物流現場でも、とても安心して使用することが出来ます。 その他、耐候性や耐薬品性にも優れ、加水分解の心配もないので、より長く、安心して使用したい方にはぴったりのキャスターになっています。
車輪サイズもΦ65㎜、Φ75㎜、Φ100㎜と3サイズのラインアップがあり、自在キャスター、固定キャスター、ストッパー付き自在キャスターから、それぞれ選択することが出来ます。
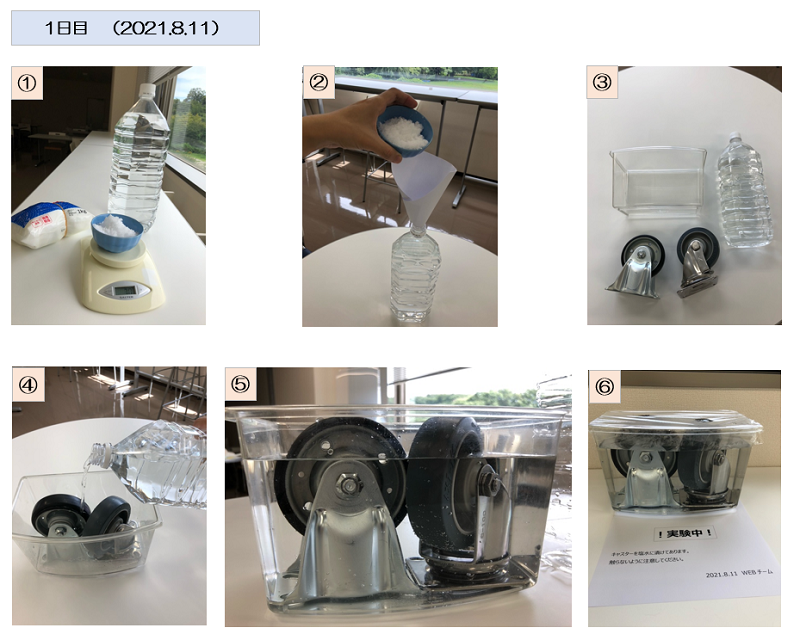
「汚れにくい」「錆びにくい」といっても、それがどれ程か?と疑問に思われる方の参考になる様に、簡単な検証実験をしてみました。
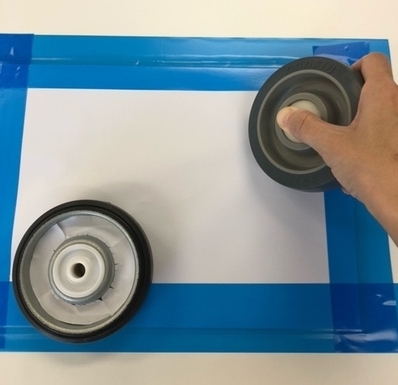
まず、エラストマー車輪と同じ径(Φ100㎜)のゴム車輪を用意しました。 最寄りのホームセンターで買ったばかりの新品です。
ゴム跡の検証用として、机に白い紙を養生テープで固定します。 ↓(右がエラストマー車輪、左がゴム車輪です)
まずはエラストマー車輪から、右手で力いっぱい押し付けながら紙に擦り付けてみます。 ↓
紙は少しよれてしまいましたが、肉眼で確認できるほどのゴム跡は付きません。
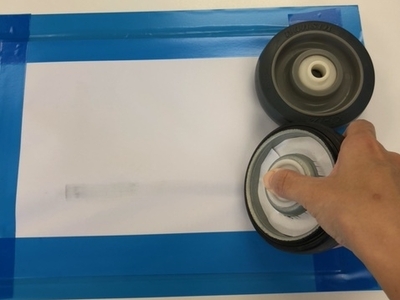
次にゴム車輪も同じように擦り付けてみます。 ↓
ゴム車輪の場合は、黒いゴム跡が付いていしまいました。 今回は手で持って紙に押し付けた程度の力で確認しましたが、実際は重い製品が載った状態になると思いますので、その場合はもっとくっきりとした黒いゴム跡が付いてしまうと考えられます。
次に『音が静か』について検証します。
音が静かで走行性が良いキャスターの代表格はやはりゴム車輪です。 ゴムは軟らかく弾力があるため、凸凹がある床でもガタつかず、静かに走行することができます。 エラストマー車輪はゴム車輪と遜色ない走行性が売りですが、果たしてどのくらい差があるのでしょうか。
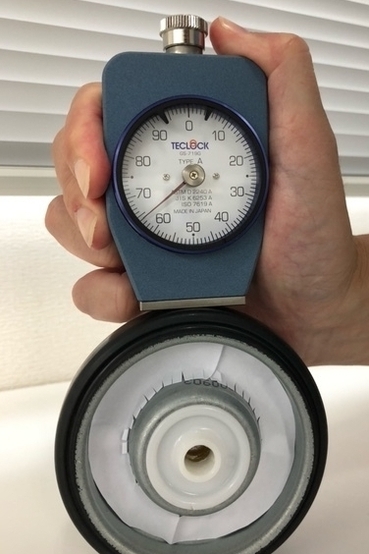
汚れにくさ確認で準備したキャスターを使用し、タイヤ部の硬さをデュロメータ(ゴム硬度計)で測定してみました。 ↓
ゴム製(上写真左側)は硬度:A 64(ショアA)、エラストマー製(上写真右側)はA68でした。
規格品となるゴム板の硬度公差は一般的に±5程度と言われていますので、今回調べた2種類の車輪の硬さは多少の違いはあるものの、ほぼ同等だと言えます。 この結果から、エラストマー車輪はゴム車輪と変わらない弾性を持っている、という結論になります。
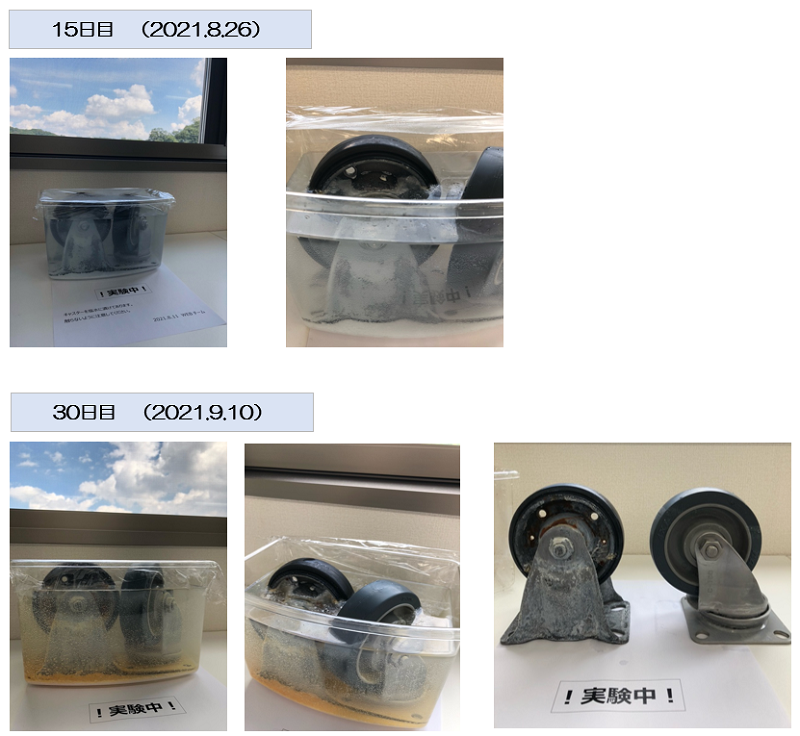
最後に、『錆びにくい』かどうかについて検証実験をしていきます。 今回用意したゴム車輪は金属部分が鉄製(メッキ)ですので、金属部分がステンレスの『SU-STC-100TN』と一緒に、錆びやすい塩水に漬けて経過を観察しました。
15日目にはメッキが侵食されて剥がれたのか、白い沈殿物が見られるようになり、30日目には赤サビが出て水が濁ってしまいました。
ここで実験は終了とし、食塩水から引き上げました。 結果、鉄金具の方はメッキの剥がれが全体的に発生しており、車輪には赤錆が出始めているのが上の写真からもわかるかと思います。 ステンレス金具の方には、やはり特にこれといった変化は見られませんでした。
ちなみにどちらも車輪は問題無く回転します。 ステンレス金具の方は旋回キャスターでしたが、その回転も問題はありませんでした。
実験後に水洗いして乾かして置いていましたが、水の中に入れておくのに比べ、空気により多く触れるようになったため、メッキが剥がれた部分のサビは更に進行していました。
屋内倉庫の中のみで使用する場合などは、鉄製でも十分かと思いますが、水がかかる環境や湿気がこもってしまう倉庫、食品工場などの衛生面を重視される現場でしたら、ステンレス金具のキャスターをお勧めしたいと思います。
ナンシン社では、今回ご紹介したキャスター以外にも特色のある商品を多数取り揃えています。
また当社ではナンシン社に限らず、様々なメーカーのキャスターも取扱いをしています。 幅広いラインアップの中から、使用環境に合わせた製品の提案ができますので、使用しているキャスターが古くなってきたので交換したいとお考えの場合や、新しい装置の脚部に付けるキャスターの選定を手伝って欲しい等のご要望がありましたら、是非ご相談下さい。
こんにちは! 製造部Yです!
今回はタイミングベルトのプロファイル加工(桟加工)についてご紹介したいと思います。
単純な四角形から複雑な立体形状まで、色々な形状の加工実績がありますが、ここ最近はアタッチメントを取付ける形状のプロファイル加工が多くなってきているように思います。
固定の生産ラインで単一製品のみを生産するのではなく、状況に応じて異なる形状の製品を同じラインで生産するといった対応を取られることが、主流になってきているのだろうと感じています。
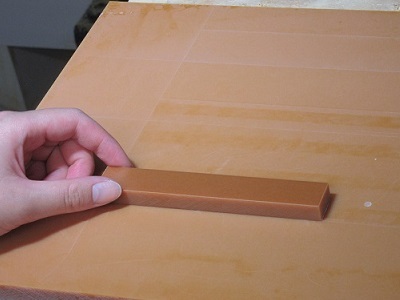
当社で加工しているプロファイル材質はポリウレタン(TPU)になりますので、切削・研削や穴明け加工により、様々な形状の製作が可能です。
とは言え、アタッチメント取付け用の場合は単純な四角形のプロファイルに、ねじで固定するための穴があいているだけの形状がほとんどですが…
ここでは簡単に加工の説明をしたいと思います。
まず、厚み寸法については材料となる成型品の厚みをそのまま適用するのが基本となります。 規格品には無い厚み寸法の場合については、切削・研削加工で対応していますが、成型品の平滑な表面と比較すると、加工面はマットな質感に変わってしまうので、ご理解をいただいています。 (厚み寸法の規格サイズは2㎜・3㎜・4㎜・5㎜が標準になります)
適切な厚みの材料に対して、先ずは指示寸法の幅・高さにカット加工を行います。
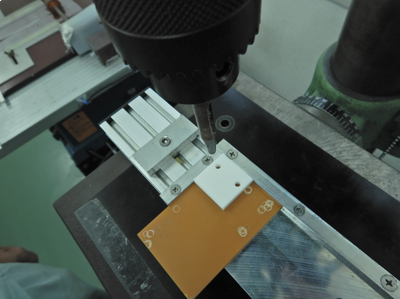
次に穴あけ加工になりますが、基本的にはボール盤で加工をしています。 ボール盤に加工治具をセットすることで、安定して位置寸法の精度を出せることや、刃物を回転させて加工するという目的で使用しています。
尚、刃物を回転させる理由については、簡単にご説明すると下記の通りです。
材料を切る際には、どんな場合でも切る方向に対し、押しつける力を加えなければなりません。 柔らかい材料の場合は特に、下のような状況が発生してしまいます。
【押し付ける力で変形 ⇒ 変形したままカット ⇒ 力が抜けるて変形が戻る ⇒ 歪な仕上り】
これを最小限に抑えるため、刃物(穴明けポンチ)を回転させて切断しやすい状況を作りだし、出来るだけ綺麗に加工するようにしています。
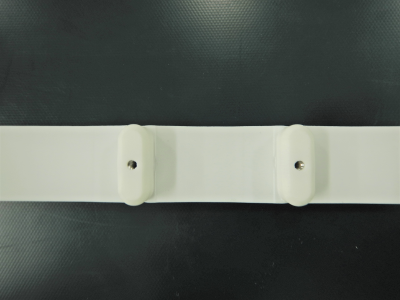
プロファイルの準備が完了したら、後はタイミングベルトに溶着して完成です。 プロファイルに空けてある貫通穴にねじを通してアタッチメントを固定する使い方になります。
アタッチメントの形状に合わせ、プロファイルは色々なパターンで製作が可能です。 尚、プロファイルの形状は取り付けるアタッチメントの重さを支えられる形状であることが重要になりますので、いくつかのアタッチメントを替えながらの使用を考えている場合には、サイズの大きなものに合わせてプロファイルを選定下さい。
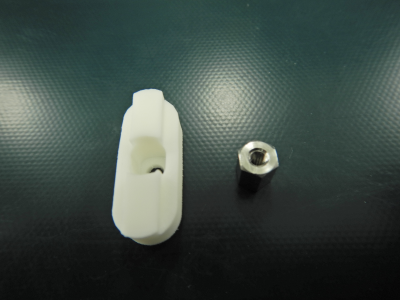
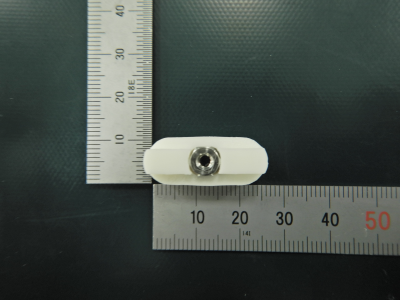
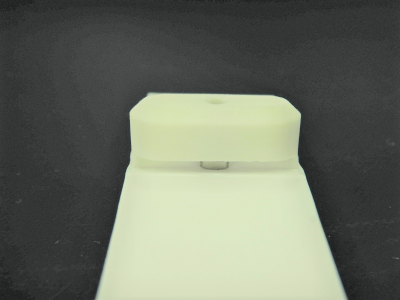
ハバジット製の特殊プロファイル『A-1』の取付けも対応可能です。 ウレタン成型品にM3ナットを内蔵した仕様となり、垂直方向にアタッチメントをねじ止めしたい場合に適した形状となっています。
その他、様々な形状のプロファイルを下記ページでもご紹介しております。 ぜひご覧下さい。
新潟工場Blogの第2弾として、前回に引き続いて『樹脂切削加工』で焦点を絞り、前回とは違う加工設備のご紹介をしたいと思います。
今回は、『ガントリー型NCルータによる樹脂切削加工』のご紹介です。
前回取り上げたロボドリルと比べた場合、基本的には同じような加工をする設備になりますが(動作等は大きく異なります)、ロボドリルは比較的小さな材料から削り出す製品や立体的な加工に向いた設備であり、NCルータは板物のような大きな材料を平面的に加工することに対応した設備になります。
ルータ加工機は、もともとは家具や楽器などに使われる、木材のくり抜き・装飾加工に用いられる加工設備でしたが、現在ではプラスチックから軽金属をも切削できるように進化したものです。
特に、ガントリー型と呼ばれるタイプは、クロスレール上で主軸が移動する構造となっていますので、ワークテーブルは固定式となり、テーブルの剛性に依存しないことから、大きな板物などの材料でも加工が可能となっています。
構造上、2次元加工を得意としており、バキュームテーブルでワークを固定する方式を採用しているため、ワークに傷をつけずに加工することが可能です。
また、現在はその殆どがNC(数値制御装置)を搭載しているタイプとなり、ATC(自動工具切り替え装置)を搭載していることも多くなっています。
新潟工場では、シンクス社のNCルータを4台保有し、樹脂の板物加工用として活躍しています。
まず準備作業として、図面から加工プログラムを作成します。
シンクス社のNCルーターは専用CAD/CAMソフトがあり、NCルータに接続されているPC上で、CAD/CAMデータの作成や刃物の送り速度や回転数等の加工条件の設定を行います。
次に、加工段取り作業です。
加工プログラムで使用する工具設定を行っているので、加工に必要な刃具をNC用ドリルチャックと呼ばれる工具にセットし、プログラムで設定した位置のツールホルダにセットします。
基本的に、刃具はエンドミルとドリルの2種類を使用しています。 (穴明け加工が無い場合はエンドミルのみです)
ワーク(加工材料)はテーブルの基準位置にセットしてからバキュームで固定しますが、製品サイズが小さい場合や、加工内容によってはバキュームの吸引力では固定しきれない場合も想定しなければなりません。
状況に合わせて治具を使った固定、加工データの調整等が必要になってきますが、この見極めができるか否かが、熟練作業者への第一歩と言えるのかもしれません。
段取り作業が完了したら、いよいよ加工開始です。
プログラムで指定した刃具がセットされ、切削が始まります。 切粉が切削部位や刃物に溜まらないように、エアーの掛け方を調整し切粉の排出性を良くします。 また加工材料によっては主軸に集塵口がついているので、なるべく集塵装置で切粉が吸引されるように調整を行います。
ちなみに、金属加工とは異なり、樹脂はドライカット(切削油は使わない加工)で切削を行います。
加工が完了した後は、切削バリを除去するために、C0.2程度の糸面取りを手作業で行って、完成です。
板材の中には、材料表面の傷防止のために保護フィルムが貼られているものがあります。 加工時にはそのままで問題無いのですが、糸面取りを行う際には、対象部を少し剥がして作業する必要がありますので、慎重に作業を行っています。
この掃除機の最大の特長は、乾いているゴミでも濡れているゴミでも、使い分けを考える必要が無く、作業する人に大きなストレスをかけないで掃除をすることができるという点です。
一般の掃除機として普及しているものは、フィルターが水に弱いために、濡れたものを吸い込まないように注意書きがあるタイプです。 これは乾式専用の掃除機となりますが、事務スペース等の掃除であれば、これで十分と言えます。
しかし、倉庫や製造現場などでは、水で頻繁に洗浄しいて床が長時間濡れている場合や、切削油や油煙の影響でベタベタに濡れたゴミが発生しやすいという場合も多いと思います。
そんなときには、乾湿両用のクリーナーであれば、活躍することができます。 ただ、複数のメーカーから乾湿両用クリーナーのラインアップはありますが、ゴミや床が濡れているかどうかを作業者が判断して、スイッチやパーツを切り替える必要があるタイプが殆どになります。
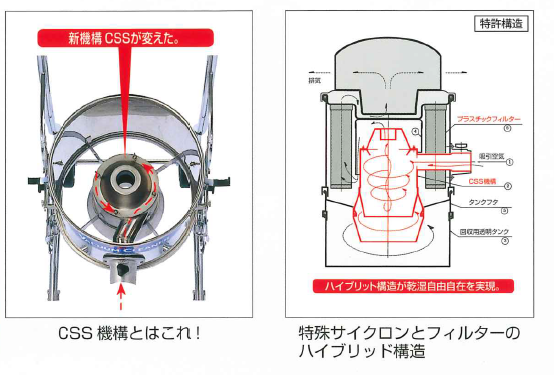
三立機器の『トランスファー』はその特殊な構造から、切り替え作業をしなくても、乾式から即湿式、湿式から即乾式など、乾湿自由自在の吸引が可能となります。
なぜ、吸引物の状態(乾いている、湿っている、液体、汚泥)による乾式と湿式の切り替えが不要なのか、その理由は特殊サイクロンシステム『CSS機構(サイクロンセパレータ)』にあります。
全ての吸引物は、一度CSS機構を通り、液体や濡れたゴミ、大きめのゴミ等はフィルターの手前で一次分離され、タンクに落ちていきます。
その後、乾いた細かい粉塵のみが、フィルターで捕集される仕組みになるので、フィルターが濡れることはありません。 この構造が、乾式と湿式の切り替え作業を必要としない、乾湿自由自在の吸引を可能にしています。
三立機器の掃除機の代名詞ともいえるのが『プラスチックフィルター』です。 掃除機の本体を開けると、黒くて凹凸のついた棒状のものがたくさんはまっているのがわかります。
これが多孔質な構造を持つ、単層焼結プラスチックフィルターです。 2.0μmまでの微粉塵を99.9%捕集する能力があります。
掃除機のフィルターとして一般的な、布製や紙製と比べると、その耐久性は3~4倍もあります。
カタログには3~4倍の耐久性とありますが、サイクロンセパレーター(CSS機構)の説明にもあるように『トランスファー』ではゴミを吸引したとき、最初にCSS機構によって大きなゴミを分離しているため、プラスチックフィルターにたどり着くのは小さな粉塵のみです。
つまり、このフィルターは耐久性がもともと高い上、さらにCSS機構が搭載されていることで、運転時の負荷が常に低く抑えられ、これまでにない長寿命が実現できているのです。
この掃除機について、自信をもっておすすめできる根拠ですが、当社の製造現場である新潟工場で使用しており、とても重宝しているからです。
新潟工場では、主にプラスチックやゴムの切削加工をしていますが、プラスチック(ベークライトやポリカーボネートなど)の切粉(切削くず)清掃にトランスファーの「JX-6005」を使用しています。
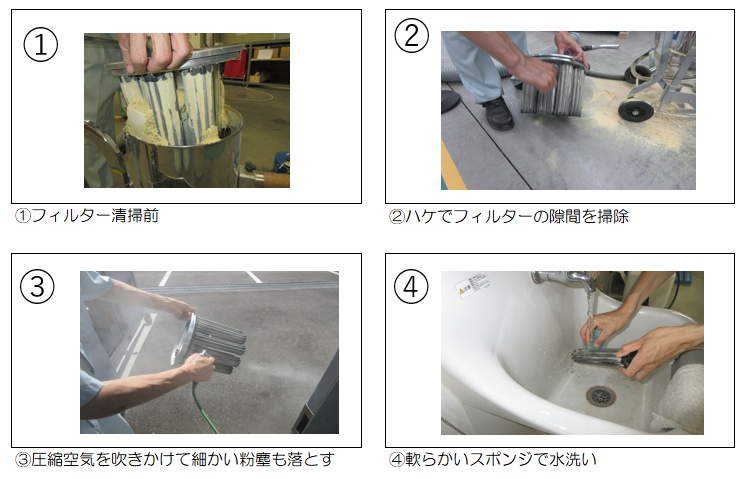
2016年1月に購入してから5年以上経過していますが、まだ一度も不具合は出ていません。 お手入れも、通常は透明タンクの中のゴミを捨てるだけ。 時々フィルターの間に詰まった粉塵を、軟らかいハケやエアブローで払っている程度です。
今回の記事を書くにあたり、フィルター掃除の様子を新潟工場で写真を撮って送ってもらいました。 ↓↓
今回は、プラスチックフィルターが水洗い可能であるところを見せようと担当者が張り切って水洗いもしてくれましたが、日常のクリーニングは、②と③だけでも十分です。 (今回は夏休み前の大掃除ということで、フィルターも綺麗にしたようです)
この写真をメーカーの担当者に見てもらったところ、「フィルターを本体にセットしたまま、フィルターの内側からエアブロー(※)をすれば、フィルターの目詰まりが取れ、なおかつ粉塵がそのまま下のタンクに落ちるので周りが汚れない」とアドバイスをもらうことができました。 早速、次回のフィルター掃除のときはこの方法でクリーニングを行ないたいと思います。
※あまり強い圧力・流量の場合はNG。通常の工場等で、切粉等を払うのに使用する程度であれば問題ありません。
新潟工場でこの掃除機を採用したのは、細かい粉塵を逃さずに捕集してくれる点と、フィルターが長持ちで、ほとんどメンテナンスが不要な点が、大きなメリットと感じたからでした。
もっと昔(おそらく10年以上前)にも別の機種を採用しており、そちらは当社の長崎工場で現在も使用しています。 そのくらい掃除機本体も長持ちしてくれているので、次回以降も掃除機を更新する場合は、このシリーズを継続して選択したいと思っています。
三立機器は国内のメーカーですので、それぞれの現場に合わせた細かなカスタマイズもできますし、機種によってはデモ機の貸し出しも可能です。
トランスファーに標準装備されているプラスチックフィルターは、2.0μmまでの微粉塵を99.9%捕集できますが、更にHEPAフィルターを搭載した『+(プラス)HEPAシリーズ』であれば、0.3μmまでの微粉子を99.97%以上取り除くことができ、排気は清潔で綺麗なクリーンルームレベルを実現することもできます。
今回は乾湿両用のモデルを紹介しましたが、乾式に特化したシンプルなモデルもあります。 掃除機の買い替え検討、または清掃作業や掃除機メンテナンス作業の軽減をご検討の方は、ぜひお気軽にご相談ください。
皆さんの会社ではどのような製品を検査していますでしょうか? 当社の品質管理部門で検査している製品は、大きく分けると以下の3つに分類されます。
・ベルト(搬送ベルト/タイミングベルト) ・航空機内装部品 ・一般製品
3つ目の「一般製品」とは、様々な製品を含んでいますが、「ベルト」と「航空機内装部品」が、それぞれ少し特殊な検査方法や品質規格となっているのに対し、こちらに分類する製品は、主にJIS規格等で規定される製品品質で検査を行っているからです。
当社は商社機能と製造業の機能を併せ持っているというところもあり、扱う製品が多岐に渡る状況になっていますので、「一般製品」の分類にはプラスチック製品やゴム製品、金属部品など、様々な製品を含んでいます。
検査作業の、おおまかな流れは次のようになっています。
1. 現品票と指示書等の照合 2. 寸法検査 3. 外観検査 4. 出荷梱包
作業の流れとしては、普通の検査だと感じれらる方が多いと思いますので、各工程の作業について、少し詳しく見て行きましょう。
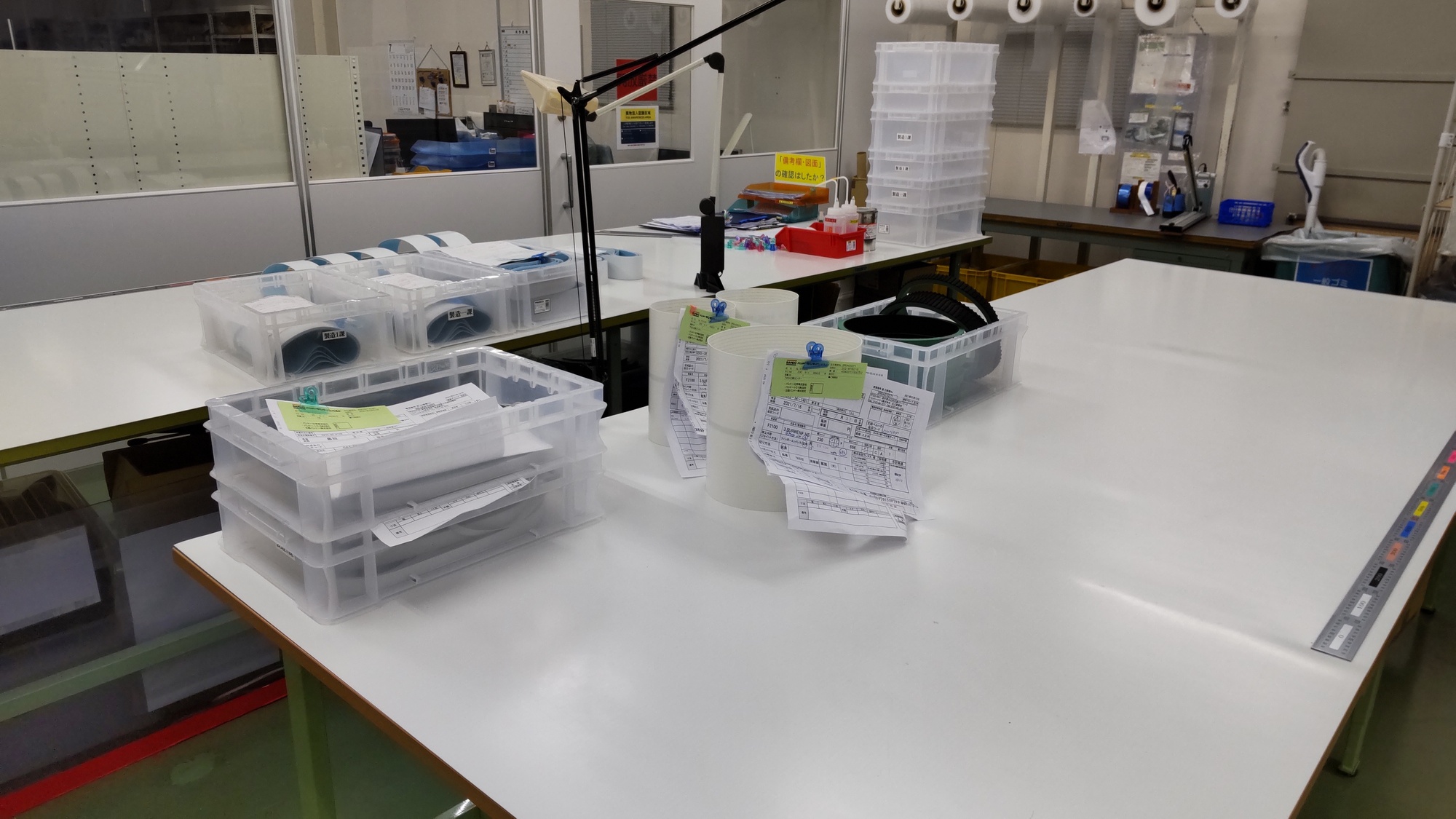
まず初めに行うのは、現品票と製造指示書等の照合です。 製品は製造部門から検査部門へ回ってきますが、その際にベルト本体と現品票、指示書等がセットになって回ってきます。
ベルトは外観上では違いが判らない製品も多くあるので、現品票でその製品がどの注文分になるのかを識別しています。 ですが、現品票には必要最低限の情報(品名や数量、お客様の注文番号等)しか載っていないので、現品票(ベルト本体)と指示書等の書類が一致しているかを必ず確認する必要があります。
目視確認でしかありませんが、とても重要な工程になります。 また、この時点で次の寸法検査時に必要な寸法公差なども確認しておきます。
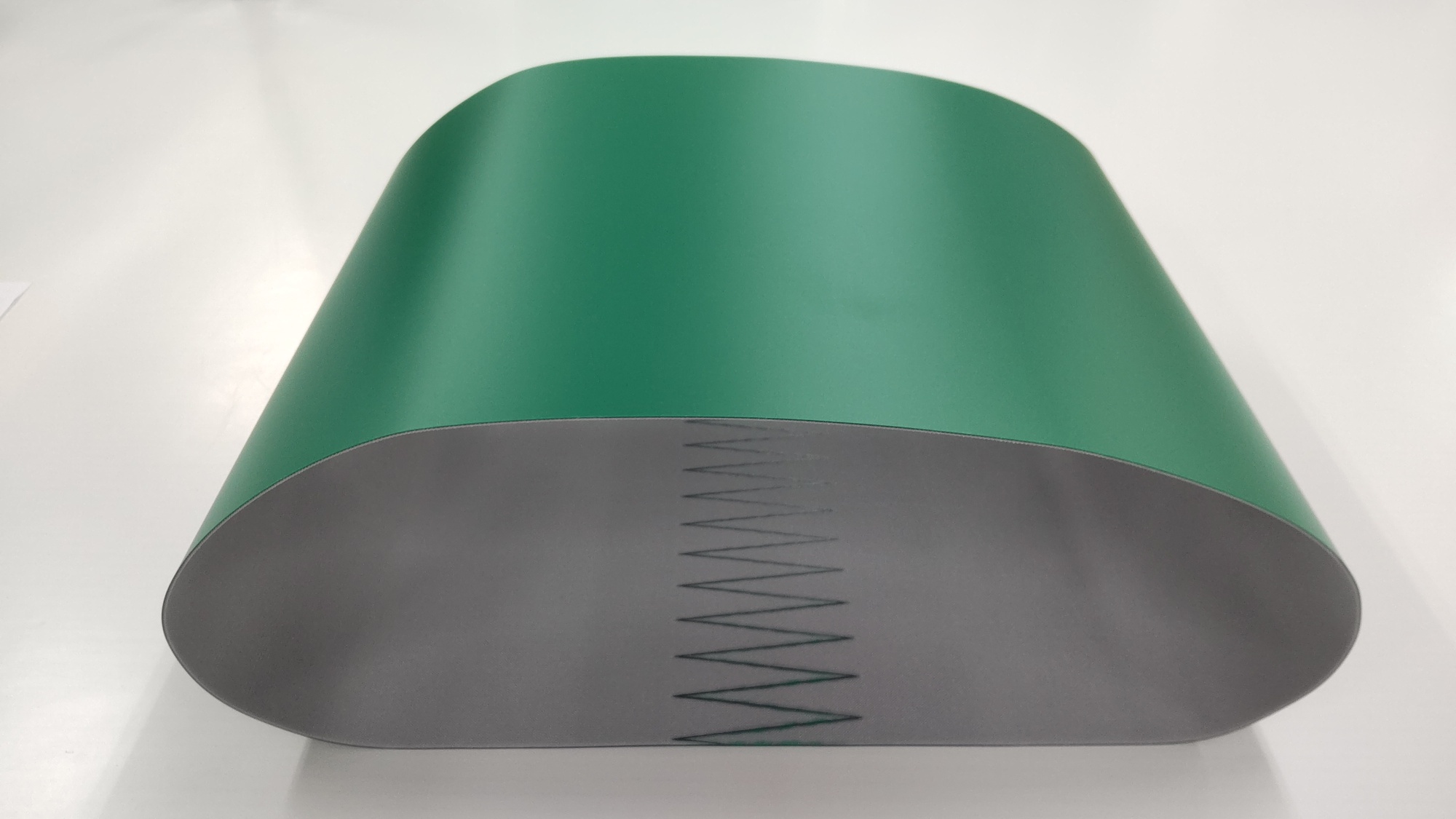
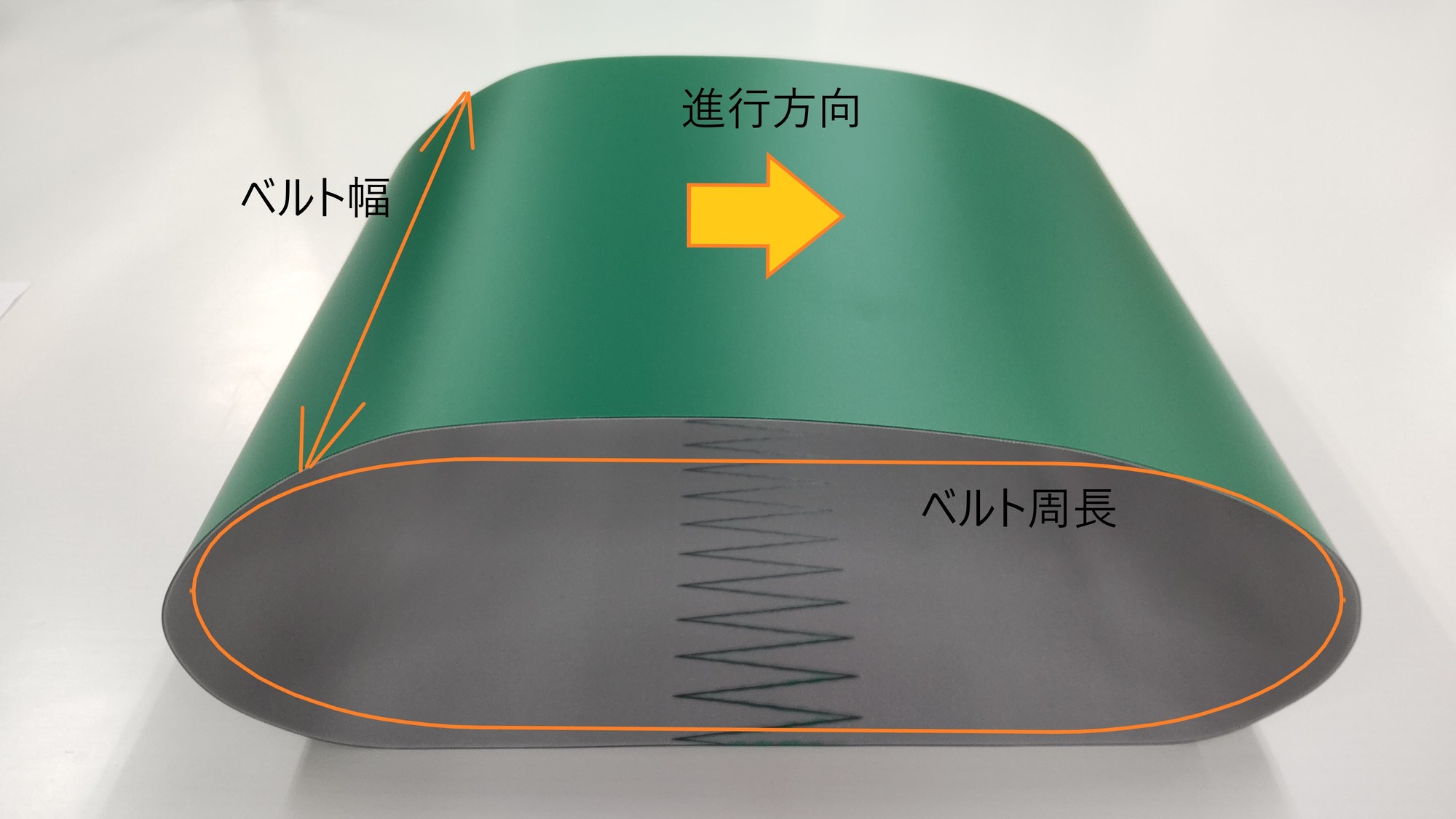
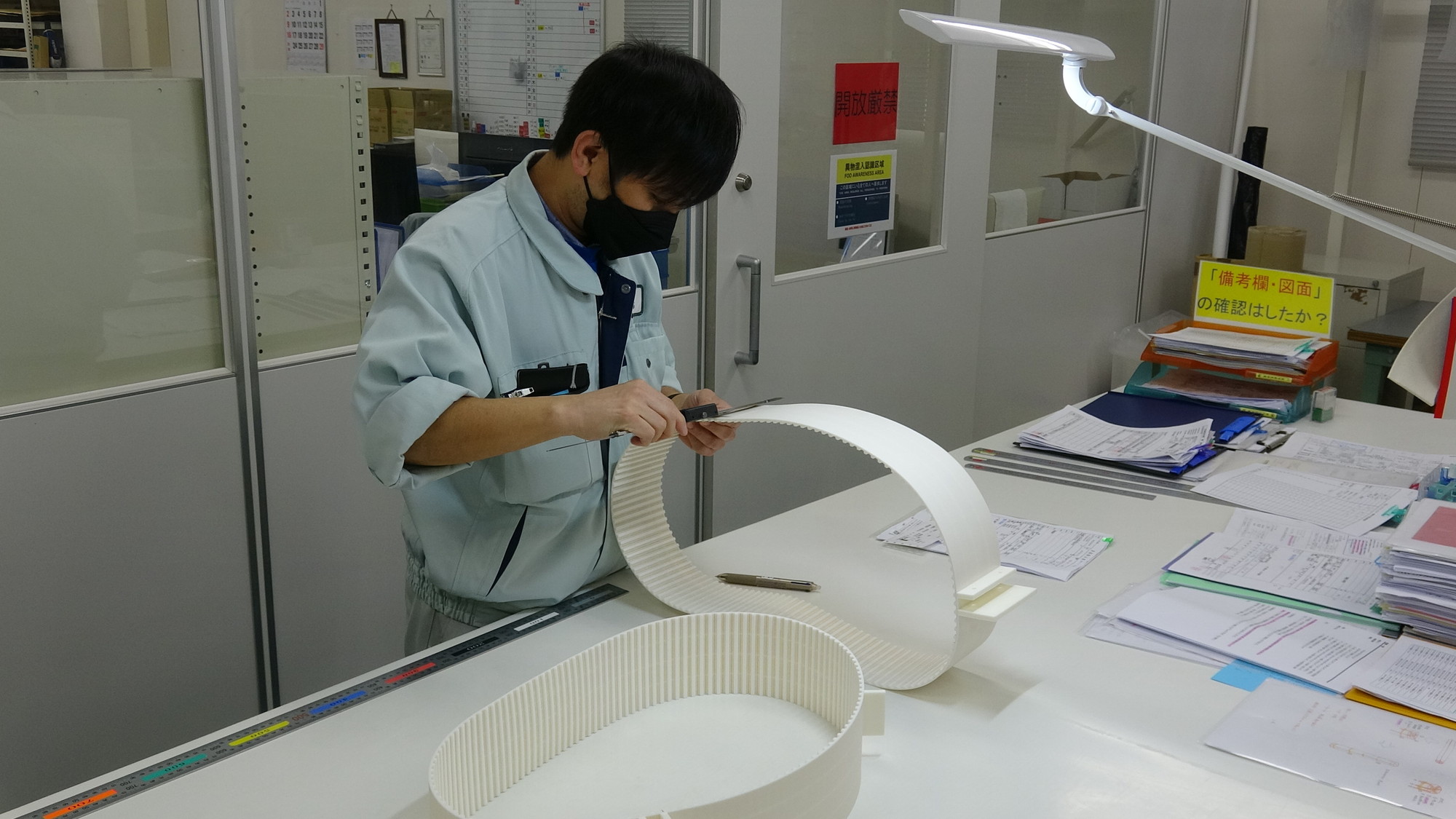
次に行うのが寸法検査です。 寸法検査は基本的には幅、周長(長さ)の2つになります。 付帯加工がある場合は、その内容に応じて検査項目が増えて行きますが、どのベルトでも必ず幅と長さは検査しますので、今回はここに絞ってのご紹介です。
ベルトの進行方向に向かって垂直な向きがベルトの幅となり、進行方向に向かって水平な向きがベルトの周長(長さ)となります。
幅、周長共に寸法は金属製の直尺で測定しています。 (※お客様によっては測定方法を仕様書等で別途指定される場合もあります)
幅寸法は、エンドレス部(繋ぎ目)が、加工時の熱により収縮しているため、測定箇所にも気を付けなければいけません。
検査時に測定した値は、指示書に記入することで記録とし、検査後にISO9001で規定する記録保管を行っています。
ちなみに、ベルトのサイズは、小さなものから大きなものまで様々です。 大きなサイズになると、移動するために持ち上げる際に、一人で抱えるのが難しいくらいのサイズと重量になる物もありますので、その時はとても大変です…
寸法検査が終わると、次は外観検査を行います。
外観検査では、ベルト表面に異物付着や傷等がないことを目視確認します。
外観検査基準があるので、それに沿ってNG品がないかの確認をしています。 ベルトの表面は、樹脂製のものがほとんどであり、表面形状によっては傷つきやすいものもあるため、細心の注意が必要です。
特にエンドレス部は要注意です。 というのも、熱プレスで樹脂を溶融してベルト同士を繋ぎ合わせているので、その際に埃などの異物が入ってしまう場合や、気泡が発生してしまったりすることがあるためです。 大きな気泡や、異物が入っていると当然再加工の必要が…
また、作業現場の写真でテーブルが白色になっているのを見ていただいていると思いますが、実はあれ……白色の搬送ベルトでテーブルを覆っているんです。 作業面を柔らかいものでカバーして、少しでも製品に傷が生じてしまうのを防ぐことと、テーブルの汚れがわざと目立つように工夫をした結果です。
最後は、製品の出荷用梱包です。
保管・輸送時の、汚れや傷から守るために、ビニールシートやビニール袋に入れて梱包します。 この際、基本的には現品票も一緒に梱包していますが、ベルトの種類やお客様によっては梱包方法が決まっている場合もあるので、梱包前の確認が重要です。
ベルトの梱包は、基本的には巻いた状態にしますが、ここであまり強く巻きすぎると、巻き癖が付いてしまったり、折れ目が発生してしまうこともあるので、ここでも細心の注意が必要となります。 エンドレス部はベルトの中で一番弱い箇所になるので、そこが折れないようにも注意しています。
梱包一つにしても様々なことを考え、その場・その製品に合わせた、柔軟な対応が必要になっています。
おおまかな作業内容をご紹介してきましたが、いかがだったでしょうか?
ベルトの検査について、そんな作業をしているのか、そういった所に注意しているのか、等と流れだけでも理解してもらえたら、幸いです。 この他にも横桟(プロファイル)の検査など……付帯加工ベルトの検査も色々とありますが、それはまた別の機会でご紹介できればと思います。
当社で取り扱っている搬送ベルトの詳しい情報について、下にリンクを貼っておきますので、時間があるときにでも覗いてもらえたら嬉しいです。 また、横桟についてのブログ記事もありますので、そちらもぜひご覧下さい。
こんにちは。 営業1課 WebチームのNです。
Cretas営業よりおすすめ情報の第2弾として、 小野ゴム工業株式会社製の金属検出機対応ゴムシート『MeDeuS(メディウス)』をご紹介いたします。
ゴムの異物混入対策を、金属検出機を使って行なってしまおうという画期的な材料です。
食品関連の工場において、製品への異物混入は、絶対に避けなければならない事の一つと言えます。
このため、ほぼすべての工場で製品梱包の前後に金属検出器(探知器)を配置し、万が一にも製品の中にクリップやネジなどを含む、金属片が混入しないように厳重なチェック体制を確立されていると思います。
しかし、多くの装置には金属だけでなく、ゴム部品も使用されていますが、ゴムの混入に対しては金属検出器では発見できないのが実情です。
ゴムには持ち合わせている特性が異なる多くの種類の中から、用途に応じた選定をすることができるので、パッキンなどの小さな部品として使用されることも多くあります。 しかし、実はゴムは劣化が早い材料のため、欠落による異物混入のリスクを抱えている材料とも言えます。
主な対策として、
*引き裂きに強いポリウレタンなどの材料に切り替える
*混入に作業員が気付きやすいように、ゴムの色を目立つ色に変更する
といったことが挙げられます。
但し、これらの方法だけではエラー発生の頻度は低くなりますが、結局は作業員の方々によるマンパワー頼みとなってしまっているのが現実です。
金属検出機対応ゴムシート MeDeuS(=Metal Detectable rubberSheet)は、ゴムが欠けて製品に混入してしまっても、製造ラインに設置されている金属検出機に反応するように、金属粉を添加したゴムシートです。 この材料を使用することで、作業員の目視検査に頼らずに、異物混入の防止を図ることが可能になります。
通常のゴムシートと同じように使えますので、ご要望の寸法で装置のノレンや、パッキン等に加工することが可能です。 また、食品衛生法(※)にも適合しておりますので、食品関連の工場で従来使用されていたゴムから切り替えても、安心して使用できます。
尚、ごく微量の欠け(約1㎜×1㎜)でも検出可能であることをメーカーで確認していますが、ご使用の金属検出機の感度設定によっては検出できない場合もありますのでご注意下さい。
実際に使用されている金属検出機でテストするための、サンプルをご希望の場合は、下のリンク、もしくは画面右上の『CONTACT』から、お気軽にご依頼下さい。
こんにちは! 新潟工場のIです。
新潟工場では、NC工作機械や汎用工作機による加工から、接着加工等の手作業まで、様々な加工対応を行っています。
航空機関連の部品製造もおこなっており、それらの加工で培ってきた技術力と確かな品質を、少しでもホームページ上でご紹介できないかと考え、【新潟工場Blog】として掲載して行きたいと思っています。
ぜひ定期的にチェックをお願い致します。
さて、まず初回は『ロボドリルによる樹脂切削加工』をご紹介したいと思います。
ロボドリルとは、ファナック社製の小型マシニングセンタです。 自動工具交換機能(ATC)を持っているNCフライス盤という説明の方が分かりやすいかもしれません。
加工プログラムを組むことで、コンピュータ数値制御(CNC)の指令により工具を交換しながら、フライス削りや中ぐり、穴あけ、ねじ立てなどの様々な加工を連続して行うことができます。
新潟工場では、基本となる3軸制御の設備を3台保有しており、色々な樹脂加工のご対応をしています。
ロボドリルでの樹脂切削加工の概要を、工程順に沿ってご説明したいと思います。
まずは、製品図面から加工プログラムとなるCAMデータ(加工データ)を作成します。 3軸制御(X軸・Y軸・Z軸)の加工になるので、図面を基にした3DモデルをCAMデータで作り上げる作業が一番最初に必要となります。 (リピート品の場合は、過去に作成したデータがあるので、新規に作成する必要はありません)
作成したCAMデータをロボドリルに転送すれば、加工段取り作業の第一段階は完了です。
次に、工具セッティング作業を行います。 ここからは、実際に加工を行うロボドリルで段取り作業を行う流れになります。
今回の加工は『Φ4エンドミル』と『Φ4(R2)ボールエンドミル』の2種類を使用するので、これらをプログラムで指定した工具ポッドへセットして工具の準備は完了です。 (実際は工具のゼロ点設定等、いくつかの機械的調整が必要ですが、今回説明は割愛させてもらいます)
ここまでの作業で、設備側の段取り作業は完了しましたので、最後に加工する材料(以下”ワーク”と呼称)を所定の位置に固定して加工開始となります。
今回はワーク底面まで加工が入るため、両面テープで固定していますが、ワークの材質や加工方法によっては、強力な固定が必要になる場合もありますので、その際はバイスで直接チャッキングをしています。
切削加工後はエッジ部に切削バリが残ってしまいますので、図面に面取り指示が無い場合でもC0.2程度の糸面取りを手作業で行い、バリを全て除去して完成となります。
完成後に各寸法・外観のチェックを行った後、出荷検査工程に引き渡し、図面指示寸法の測定と外観検査をクリアしてから梱包・出荷となります。 出荷検査時には、ISO9001を順守した校正管理がされている測定具を使用し、品質の維持に取り組んでいます。
まずBlog第1弾として、基本となる樹脂切削加工の中から、ロボドリルによる加工のご紹介をさせていただきました。 実際に新潟工場で行っている様々な加工について、広くご紹介して行きたいと思いますので、今後とも宜しくお願い致します。
樹脂加工に関する様々な情報を、下記ページでご紹介しておりますので、ぜひこちらもご覧下さい。
営業1課では、お客様の立場に立って、一緒に考え、探し、作り、試して 規格品・受注製作品問わず、最も適切のものをご紹介することを心がけて日々活動しています。
私たちが多くのお客様に提案し、高評価をいただいたメーカー・製品について、ホームページ上でもご紹介できないかと考え、ブログで連載していくことにしました。
題して【Cretas営業よりおすすめ情報】シリーズ。
紹介したい製品がたくさんありますので、がんばって更新していきたいと思います。
どうぞよろしくお願いいたします。
さて、第1弾としてご紹介するのは、
サーフテクノロジー社の表面加工技術 『マイクロディンプル処理(MD処理)』です。
マイクロディンプル処理とは金属の表面に特殊な凸凹を作る技術で、異物が付着するのを軽減し、滑り性を向上させる効果があります。
付着を減らす方法で最も一般的なのはフッ素樹脂コーティングだと思います。
家庭用のフライパンでもよく目にする、身近な技術ですが、一番の難点はコーティングが剥がれやすいということです。 食品工場では剥がれたコーティングが、異物として製品に混入するリスクもあります。
マイクロディンプル処理は、金属の表面形状そのものを変える加工なので、『剥がれる』ということがありません。
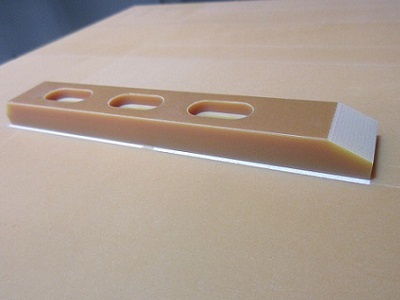
平滑な板だけでなく、エンボス加工された板や網にも加工可能ですから、ホッパーやシュート、フィルムガイドや食材や包装材を切るための刃物など、様々な装置や部品に応用できます。
既にご使用中の装置の部品も、汚れがなければお預かりして追加工をすることもできますし、当社はコンベヤ周りの装置について、設計・製造・組立も行なっておりますので、新規製作装置の金属部にマイクロディンプル加工を施して納品することもできます。
当社ではこの技術と出会ってから、多くの食品工場にご紹介し、採用いただいてきました。
その実績を買われ、2018年に東京ビッグサイトで開催された国際食品工業展(FOOMA)では、当社社員がメーカーの助っ人としてブースに立ち、来場者の方々に紹介・説明をさせていただきました。 (当時サーフテクノロジー社は不二WPC社の一部門でした。)↓↓↓
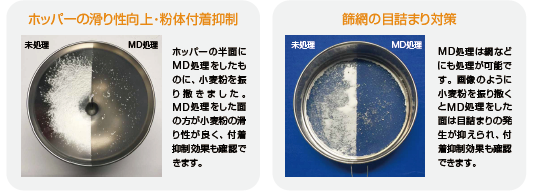
粉や粘性の強い食品を装置に付着しにくくできれば、洗浄・清掃がしやすくなり、作業効率がUPするだけでなく、洗い残りによる異物混入のリスクも軽減できます。
金属に材料や製品がくっついてしまう、フッ素樹脂コーティングがすぐ剥がれてしまう、とお困り事もお持ちの方はもちろん、金属製装置の洗浄作業が面倒だな、楽にしたいな、などと感じられている方は、ぜひ一度ご相談ください。
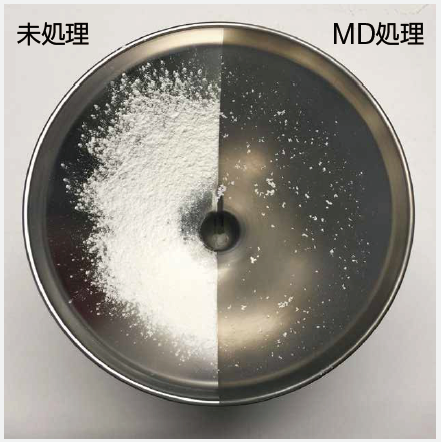
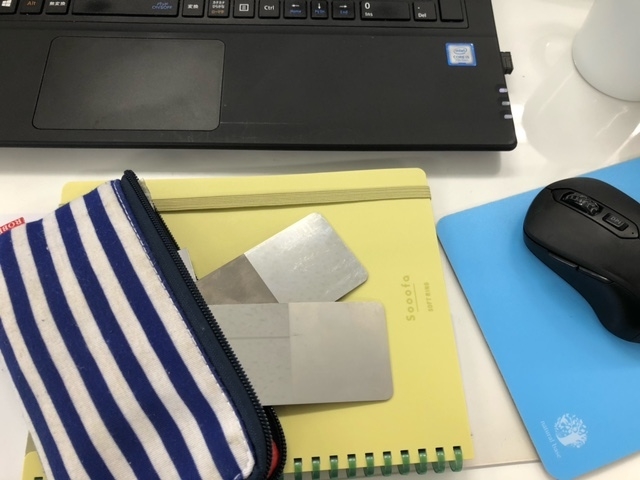
ちなみに隣の席にいる営業マンにMD処理のご紹介記事を書いていることを話すと、常に持ち歩いているポーチからサンプルを取り出して見せてくれました。↓
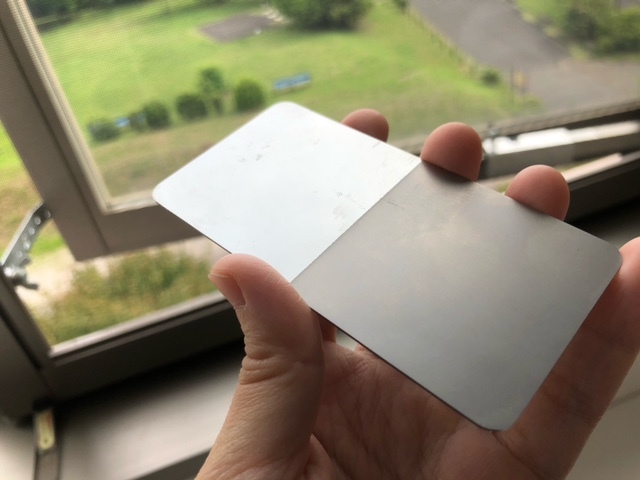
ピカピカの面が処理前の状態です。↓
見た目はきれいですが、粉やフィルムは特に付着しやすくなります。 触ってみると、処理済面(くもっている方)がサラサラした感じに変わっているのがわかります。
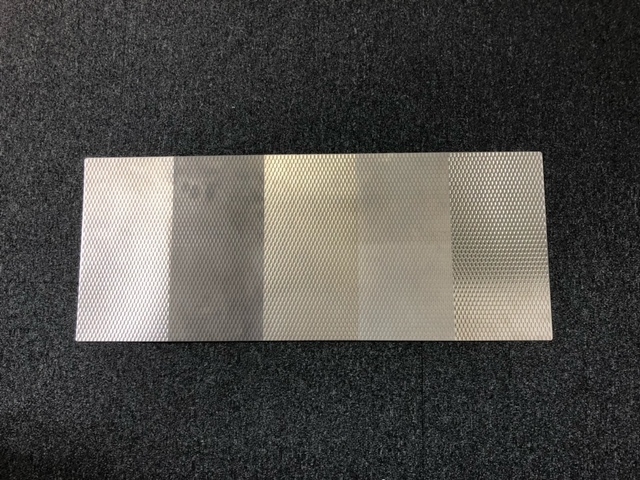
こちらは重たいので事務所に置いてある大きなサンプル。↓
エンボス付きの板にも問題なく加工可能です。
「MD処理」と一口に言っても、粉用、撥水加工有りなど、さまざまなタイプがあります。
以下のページでもご紹介しておりますので併せてお読みください。
マイクロディンプル処理(MD処理)を実際にお客様へ提案した事例を、下記ページでご案内しております。 ぜひご覧下さい。
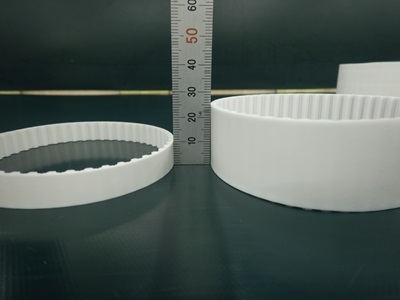
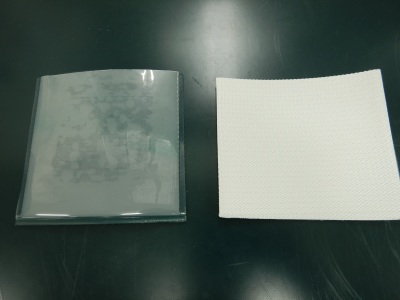
今回は、搬送ベルトで使用される材料を用いた、ホッパー用シートの加工についてご紹介します。
当社では搬送用ベルトで使用されるウレタンシートや搬送用ベルトそのものを使用し、ホッパーの内張やシュート等に使用されるシートの製作も行っています。
構造は搬送ベルトにとても近似していますので、当社のベルト加工技術を十分に発揮できる加工領域になるかと思います。
ご依頼の際に、希望される形状を展開図でいただける事がベストですが、図面等が無い場合には、既に使用されている製品をお預かりし、現物測定から同等サイズ品を製作する対応も可能です。
また、完成図面をいただければ、当社で展開図を作成して製品製作も対応可能です。
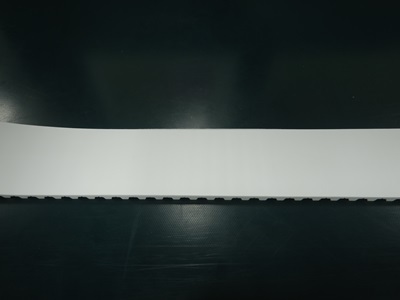
加工工程は、展開図を作成してその形に材料をカットし、搬送用ベルトと同じように材料を円筒形状や円錐形状に繋げれば完成。
工程の流れは意外と単純に感じられると思います。
ですが、材料カットの工程は直線と曲線を織り交ぜた作業が必要になるので、手加工作業ではとても難しい作業となります。
ここで活躍するのが、カッティングプロッタ(正式名称:フラットベッドカッティングプロッタ)です。
打ち抜き加工の様に専用抜型を必要とせず、作図データを基にワークをカットする設備のため、イニシャルコストを発生させることなく一点物の製作が可能になるのは、大きなメリットになるのではないでしょうか。
加工の流れとしては、最初にお客様から頂く完成図面や展開図、現物測定のデータ等から、カット用の展開図を作図します。
新規に作図を行う際は、不具合品の発生防止を徹底するため、作図データのダブルチェックを実施しています。
作図が完了したら、ワークをカッティングプロッタにセットし、加工プログラム起動で加工開始です。
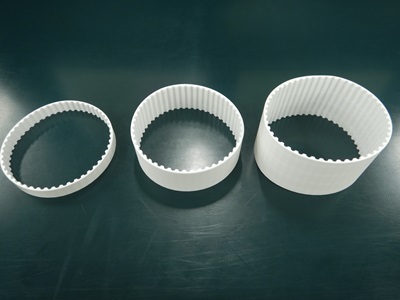
ウレタンシートで製作する場合は、基本的にはバンドー化学製のバンコランシートを使用しています。
オレンジ色と乳白色の他、青色でもご対応可能な場合もありますので、ご相談いただく際には色調のご希望もお伝え下さい。
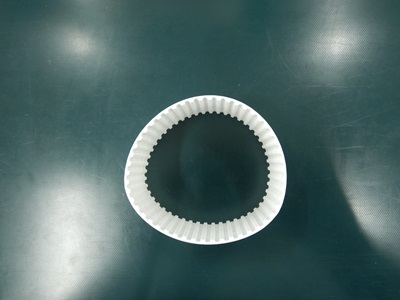
内側に離型性が必要とのご要望により、シリコン含侵のサンラインベルト【SL-F0217】を使用しての製作です。
ウレタンシートが9割以上を占める中で、とても珍しいケースです。
作業工程は、ウレタンシートの場合と同様にベルトをカットし、エンドレス加工を行って、仕上処理すれば完成です。
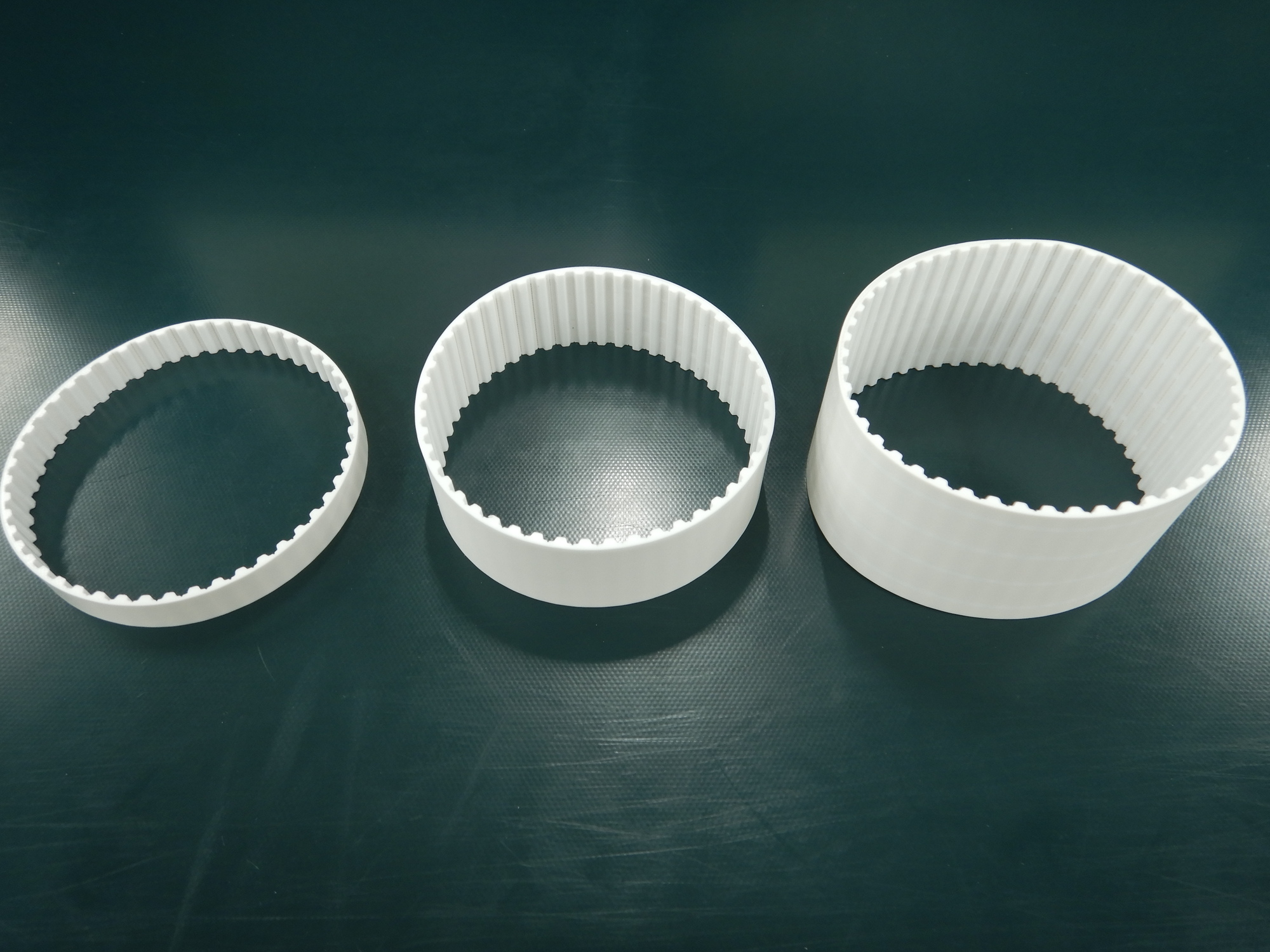
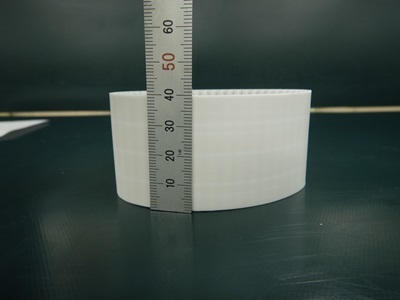
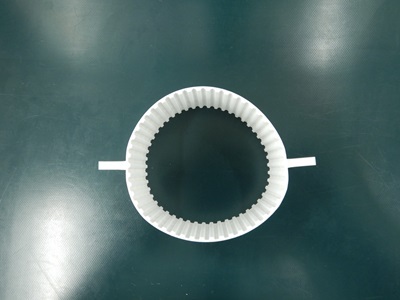
ホッパー用の場合は、通常の搬送ベルトとは異なり、仕上り周長がとても短いものがほとんどです。
この場合、搬送ベルト用のプレス機ではエンドレス加工ができないので、高周波溶着によるエンドレスを行っています。
それでも既存の設備で加工が困難な仕様がありますので、専用治具を製作して加工を行うケースもあります。
搬送ベルトを材料とした場合は、ウレタンシートでは困難だった形状でも製作することが可能なケースもあります。
他メーカーで断られてしまった仕様でも、ぜひ一度ご相談下さい。
搬送ベルトに関する基本的なご紹介は下記ページでご案内しています。 ぜひご覧下さい。
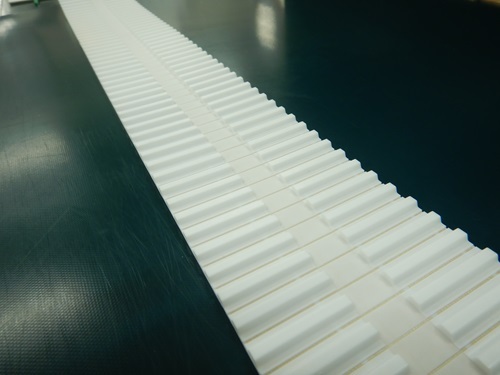
こんにちは! 製造1課のYです。 今回は搬送用ベルトの傾斜付き桟加工をご紹介します。
各ベルトメーカーでは押し出し成型桟の製品ラインアップをしていますが、当社では内製している溶着加工用電極型(金型)を使用した、折り曲げ桟をご提案しています。
折り曲げ桟では『ベースベルトに最適な桟材料の選定』、『用途やご使用環境に合わせた仕様・形状の実現』等、押し出し成型桟では対応が難しい場面においても、幅広い選択が可能となっています。
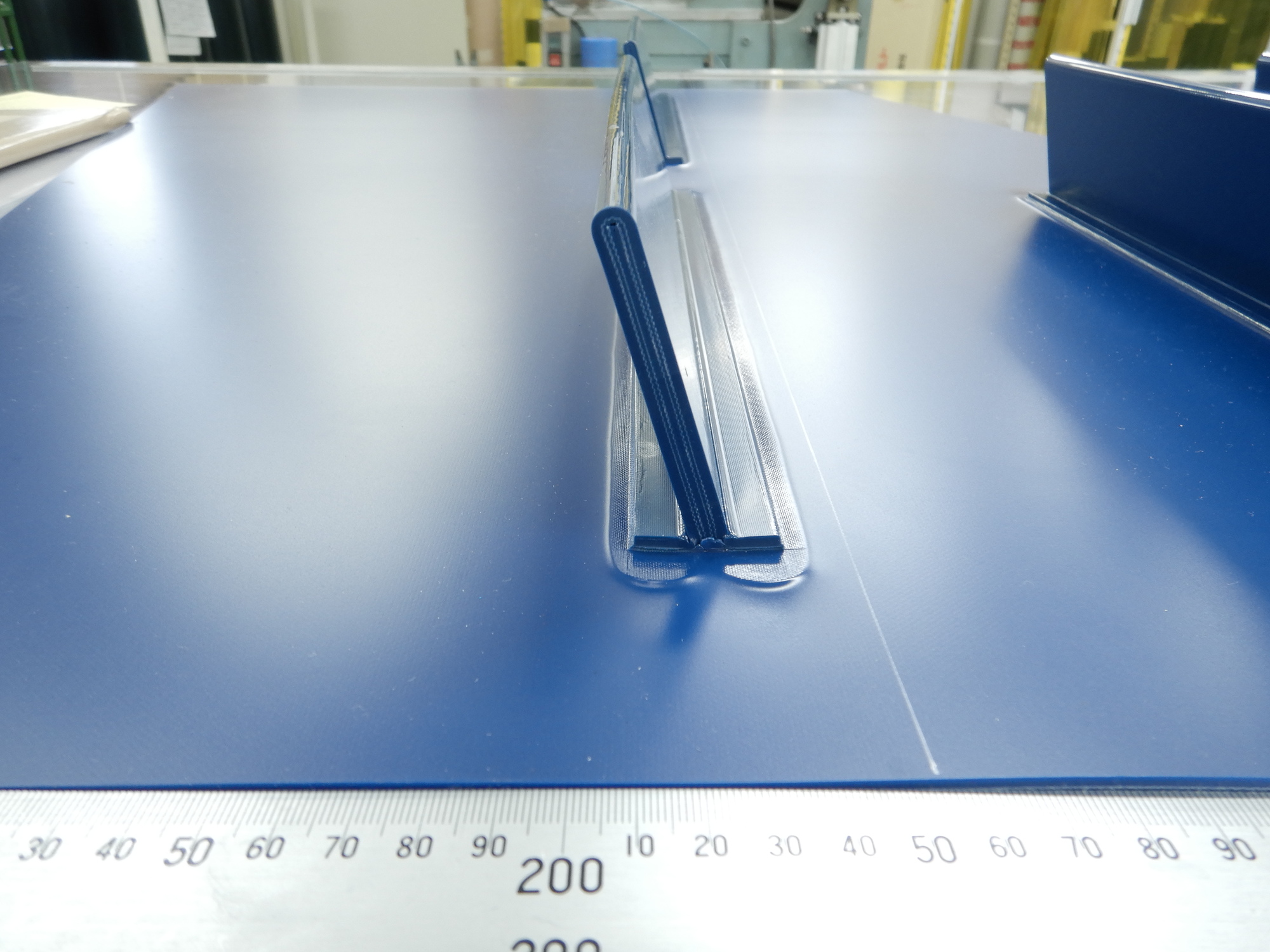
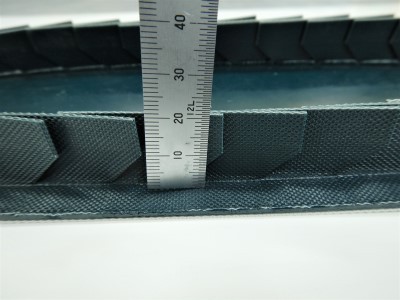
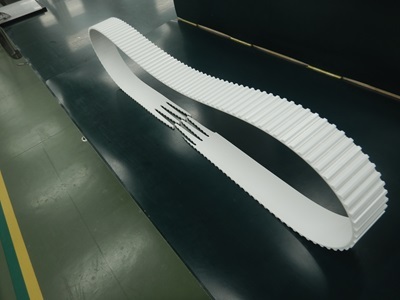
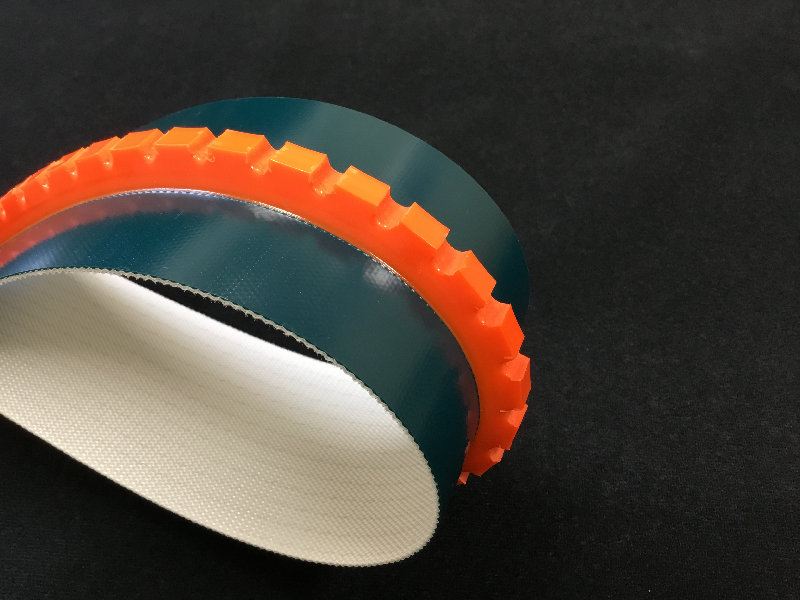
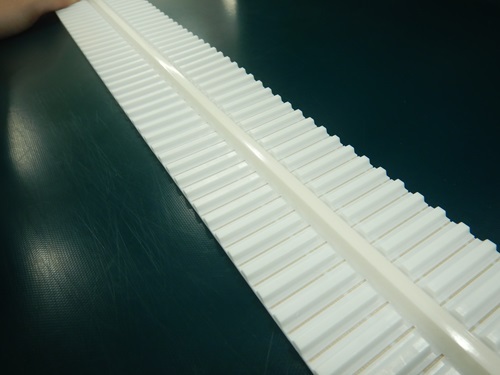
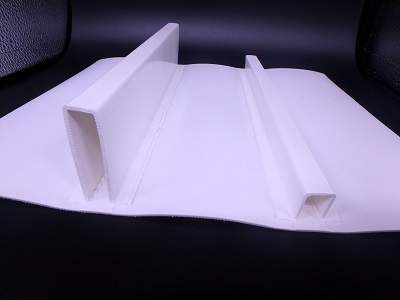
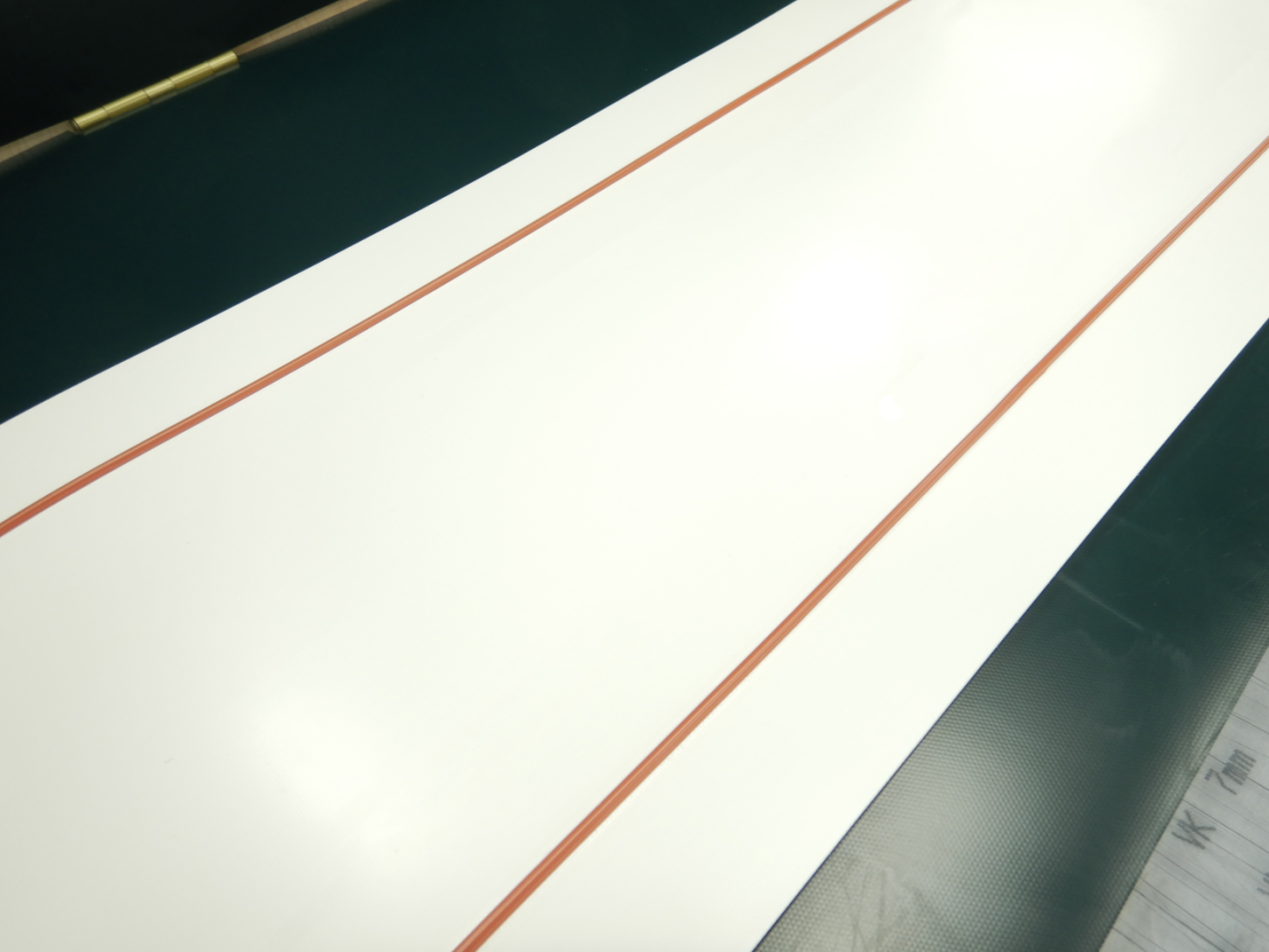
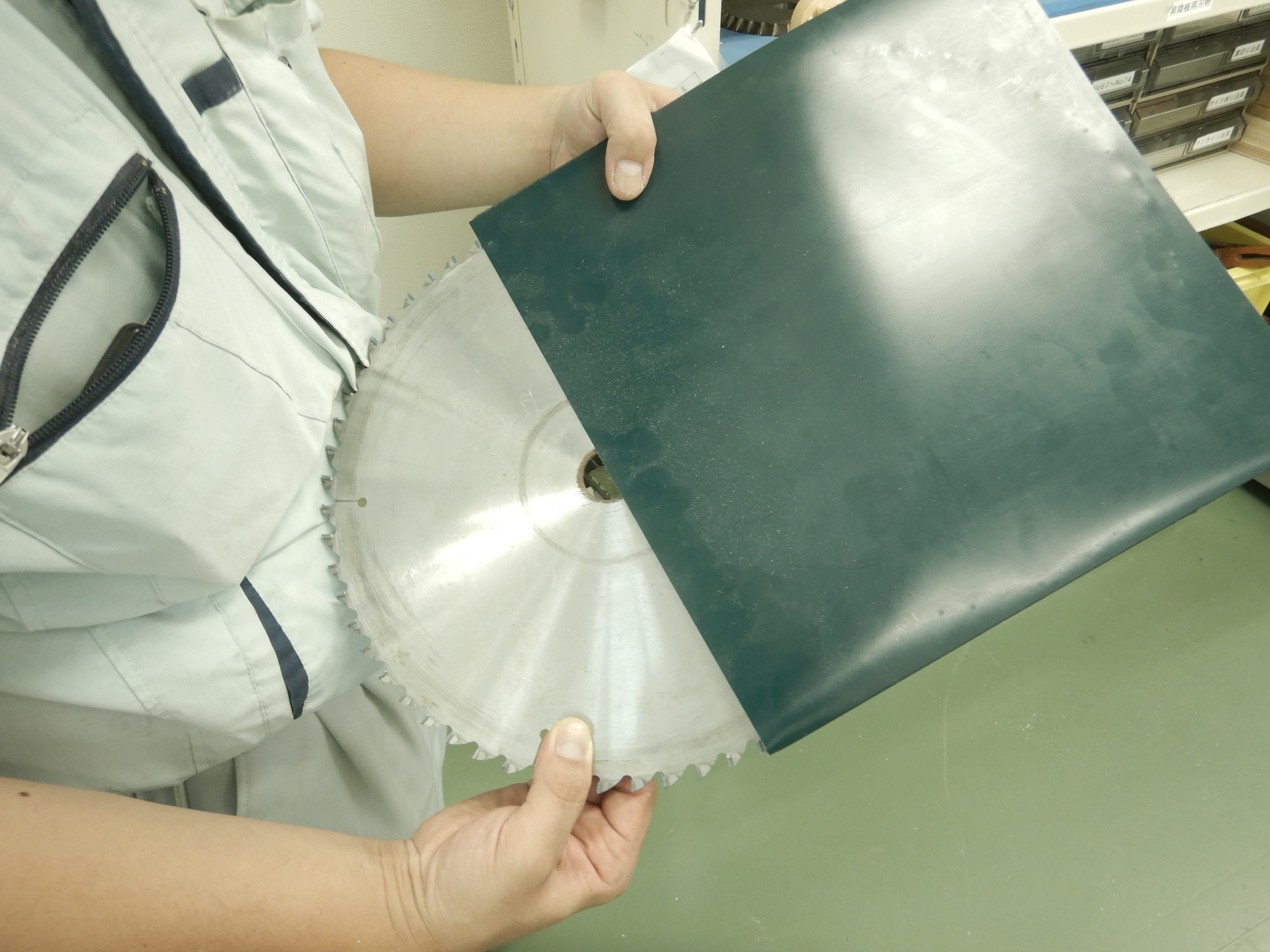
下の写真は、耐油PVCベルトを使用した傾斜搬送用ベルトです。
お客様より、粉砕したプラスチックごみを搬送するため、耐油性能のあるPVC材で、幅・高さともに大きなサイズのご要望がありました。
本来であれば、溶着加工に用いる電極金型を新規製作となりますが、スポット需要とことでしたので、イニシャルコストを抑えるために、汎用の電極型で数回に分けた加工で溶着することをご提案。 位置ズレがないこと、溶着バリが大きく出ないことを条件に、加工を実施することになりました。
作業者が注意深く、加工部のバリを見ながら条件を設定し、数回に分けた加工に見えないような、きれいな見た目に仕上げることが出来ました。 桟の材質もベースベルトと同じ素材のベルトを選定していますので、溶着強度も問題ありません。
クレタスの高い技術力を、改めて実感しました!
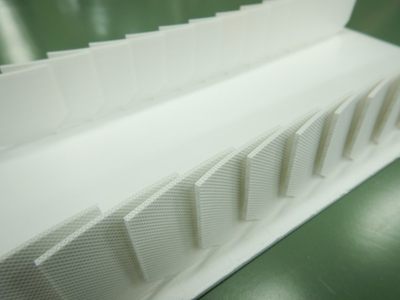
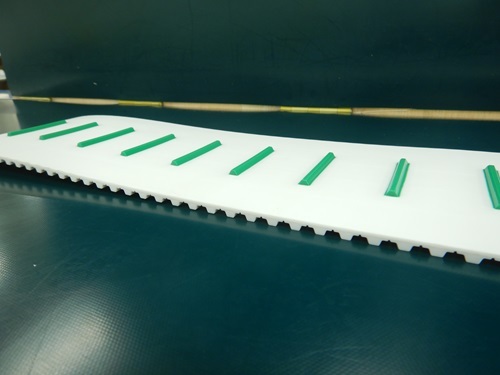
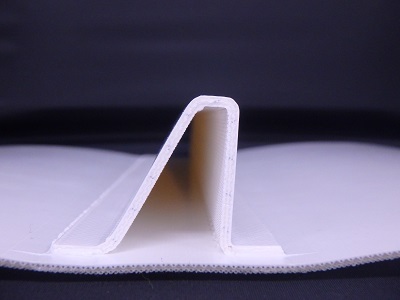
写真の様なU字形状や、コの字形状にも加工することもできます。 傾斜搬送時のすべり防止用、荷こぼれ防止用など、用途や使用環境に合わせて選択いただくことが可能であり、搬送ベルト、搬送タイミングベルトのどちらにも対応可能となっています。
これからも、色々なご要望に応えられるよう、技術力を高めていきたいと思います。
搬送ベルトに関する基本的な情報と、横桟加工や縦桟加工に関する詳細な情報は、下記ページでご紹介していますので、ぜひご覧下さい。
こんにちは 営業部のMです。
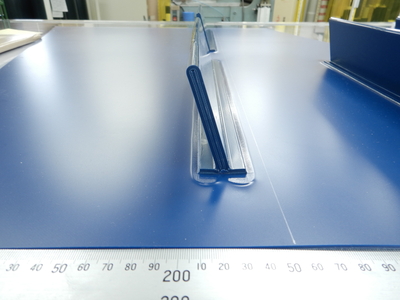
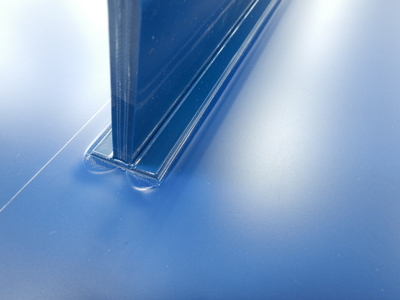
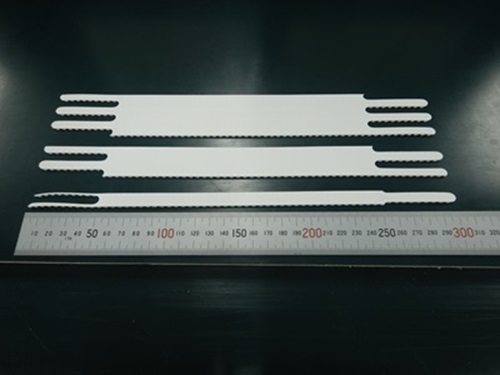
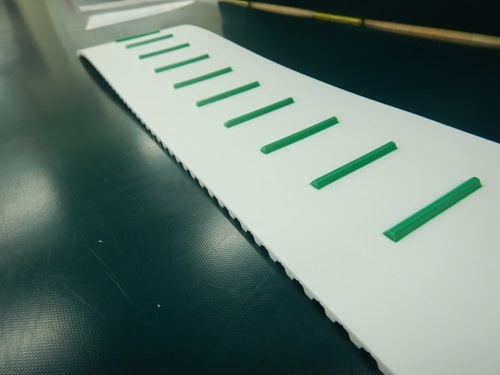
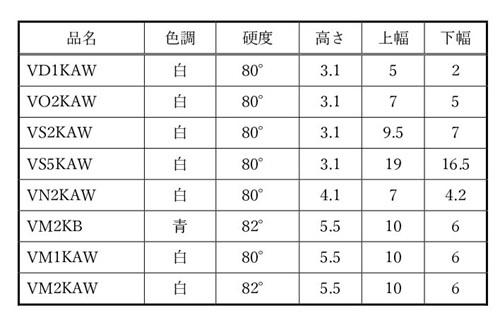
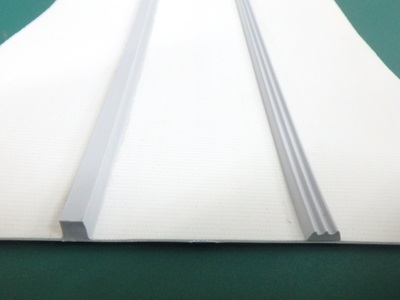
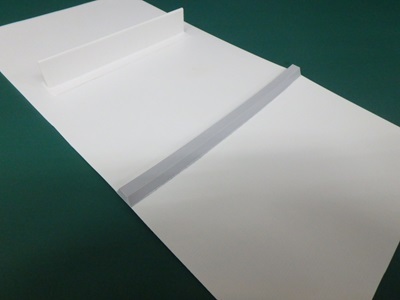
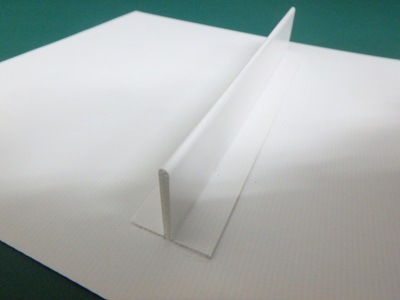
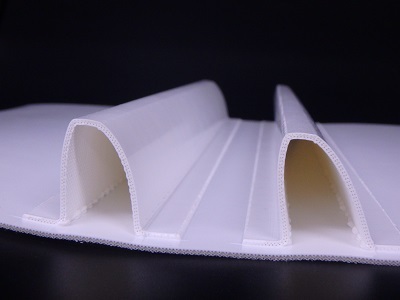
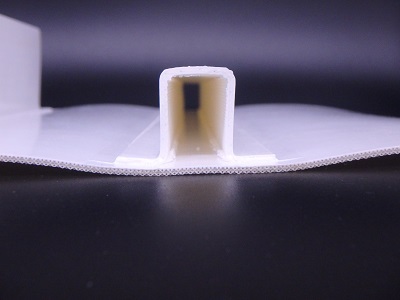
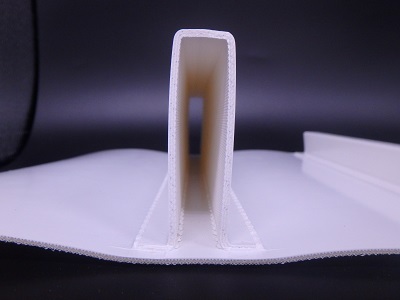
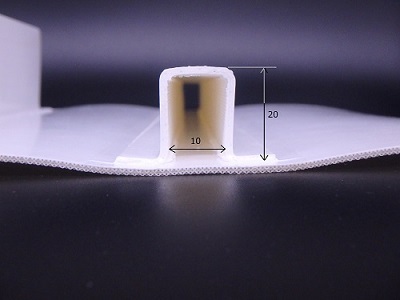
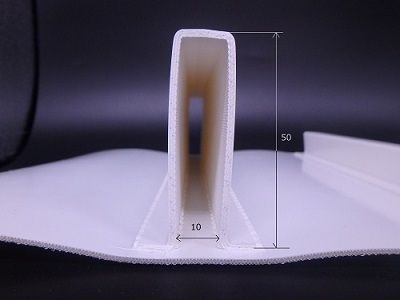
今回は、荷こぼれ防止用の桟となる【サイドウォール加工】についてご紹介します。
波桟とは異なり、ベルト周長をお客様のコンベヤ(コンベア)に合わせて自由に決定できるのが特徴となります。 また、高さも20㎜から60㎜まで対応可能です。
上端部のR加工も可能です。
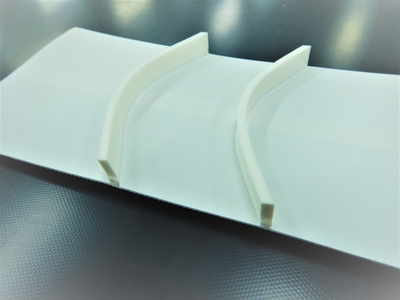
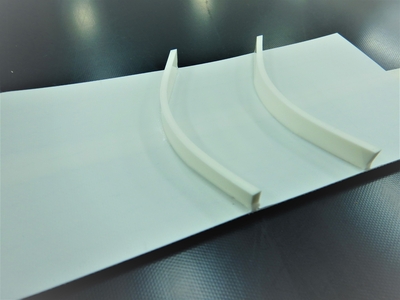
これまで加工ラインナップには無かった、耐湿熱ベルト(サンラインF3シリーズ)でもサイドウォール加工が可能になりました。
サイドウォールの間に横桟を溶着する事も可能です。 お気軽にお問い合わせください。
こんにちは! 製造1課のYです。
今回は、搬送用ベルトのマーキング加工についてご紹介したいと思います。 当社では、高周波溶着加工で様々な形状や色、サイズのマーキング加工を行っていますので、ぜひ参考にしていただけたらと思います。
マーキング加工は、簡単にご説明すると必要な形状にウレタンシートをカットし、ベルトに溶着して固定する作業内容になります。 まず、カッティングプロッタでベルトに下書きを行い、次に溶着用のウレタンシートをその形状にカットします。
その後、カットしたウレタンシートをベルトの下書きに合わせてセットし、高周波溶着加工で溶着をして完成となります。
使用するウレタンシートはベルトと同じ材質で極薄の材料を使用していますので、マーキング加工による段差の発生は、搬送の支障になる可能性も低く、剥がれにくい加工になっています。
また、食品用ベルトには食品用シートを使いますので、食品搬送でも問題無くご使用いただけます。
搬送タイミングベルトでも同様に対応可能ですので、サンプルのご依頼を含めて、ぜひご相談下さい。
マーキング加工を含む、溶着加工に関するサンプル写真を、下記ページでもご紹介しておりますので、ぜひご覧下さい。
いつも株式会社クレタスのホームページをご覧いただきまして、誠にありがとうございます。 この度、ホームページをリニューアルしましたのでご報告致します。 今回はパソコンだけではなく、タブレットやスマートフォンからの表示も見やすく構成致しました。
デザインを含めた全体的な構成見直しを実施すると共に、新たな取り組みとして、お客様にご採用頂いた案件についてご紹介する『SOLUTION』ページを追加致しました。
また、関連する社内加工につきましても、ブログページでご紹介させて頂く予定です。
主に取り扱っております商材・加工品につきましては『TECHNOLOGY』ページにて紹介内容を充実させております。
ぜひご覧いただき、皆さまが携わる業務のお役に立てる提案力や技術力、調達力を要しているかのご判断材料になればと考えております。
今後とも株式会社クレタスを宜しくお願い申し上げます。
営業1課 Kです。
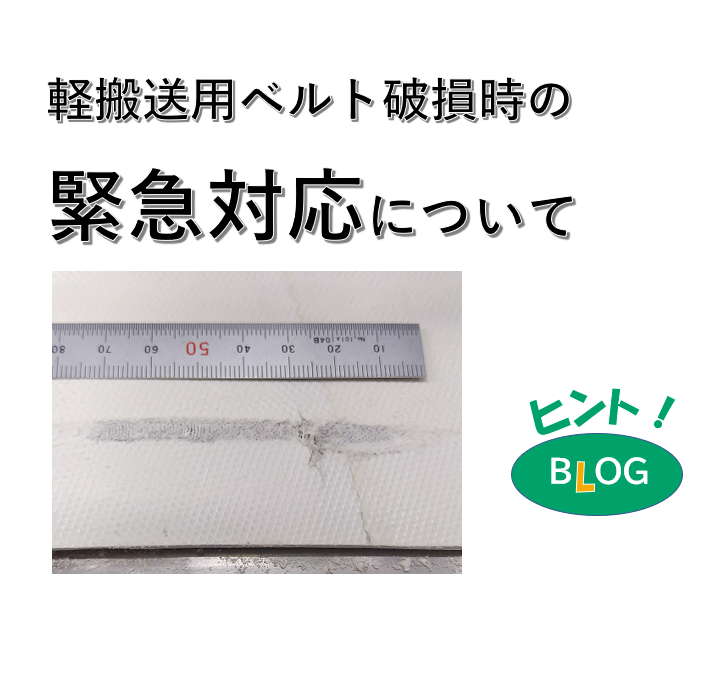
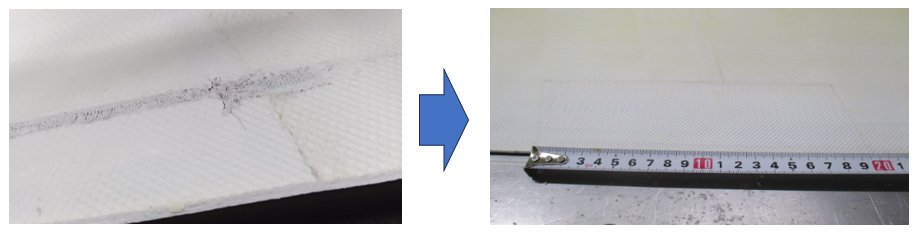
製パン会社様より、搬送ベルト表面にキズをつけてしまったが修理できないか、とのお問い合わせを頂きました。
コンベヤ裏側のスクレーパーに接触したようで、写真のような引っ掻きキズがありました。
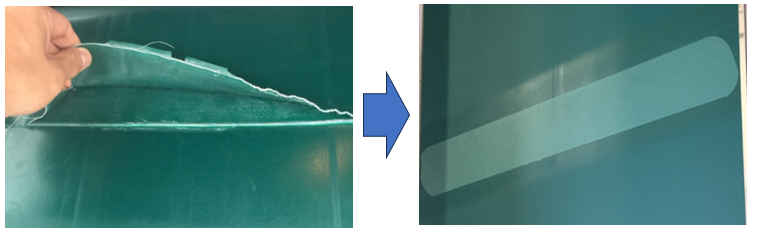
パンの焼成前のベルトで、ベルト表面にはワッフル状のパターンが付いており簡単ではなさそうでしたが、協力会社を交えて検討した結果、ハバジット製ベルト「FAW-5E」を補修用に加工し、現地で熱プレスする方法で対応しました。
現地での作業は約3時間、補修後はすぐに生産が可能となりました。















































































































































 提案内容
提案内容